EN
Karbid volfrámu: Kompletný sprievodca tým, čo to je, ako sa vyrába a kde sa používa
Správy z priemyslu-Čo karbid volfrámu vlastne je a prečo je taký pozoruhodný
Karbid volfrámu - často skracovaný ako WC alebo jednoducho označovaný ako karbid v priemyselnom prostredí - je chemická zlúčenina vytvorená kombináciou volfrámu a atómov uhlíka v rovnakých pomeroch. Vo svojej čistej zloženej forme sa javí ako jemný sivý prášok, ale materiál, s ktorým inžinieri a výrobcovia v praxi pracujú, je cementovaný karbid volfrámu: kompozit vyrobený spekaním prášku karbidu volfrámu spolu s kovovým spojivom, najčastejšie kobaltom, pri extrémne vysokých teplotách a tlakoch. Tento proces spekania spája častice tvrdého karbidu do hustého pevného materiálu, ktorý kombinuje vlastnosti, ktoré nemôže poskytnúť žiadny prvok sám o sebe – mimoriadnu tvrdosť, výnimočnú odolnosť proti opotrebovaniu, vysokú pevnosť v tlaku, dobrú tepelnú vodivosť a hustotu približne dvojnásobnú v porovnaní s oceľou.
Čísla za vlastnosťami karbidu volfrámu sú skutočne pôsobivé. Jej tvrdosť na Vickersovej stupnici zvyčajne spadá medzi 1400 a 1800 HV v závislosti od triedy a obsahu kobaltu – niekoľkonásobne tvrdšia ako kalená nástrojová oceľ a približuje sa tvrdosti diamantu, ktorá má hodnotu približne 10 000 HV. Jeho pevnosť v tlaku môže presiahnuť 6000 MPa, čo z neho robí jeden z najsilnejších materiálov v tlaku, ktorý majú inžinieri k dispozícii. Jeho teplota topenia približne 2870 °C znamená, že si zachováva svoje mechanické vlastnosti pri teplotách, pri ktorých väčšina ostatných technických materiálov už dávno zmäkla alebo zlyhala. Tieto charakteristiky súhrnne vysvetľujú, prečo sa slinutý karbid volfrámu stal nenahraditeľným pre celý rad náročných priemyselných aplikácií, od rezania kovov a ťažby až po lekárske zariadenia a elektroniku.
Ako sa vyrába karbid volfrámu: od surovej rudy po hotovú triedu
Výroba cementovaných karbid volfrámu je viacstupňový proces, ktorý začína ťažbou volfrámovej rudy a končí precízne vyrobeným kompozitným materiálom, ktorého vlastnosti sú kontrolované v rámci úzkych tolerancií. Pochopenie výrobného reťazca objasňuje, prečo sa triedy karbidu volfrámu líšia vo svojich výkonnostných charakteristikách a prečo má kvalita surovín a podmienok spracovania taký priamy vplyv na vlastnosti hotového materiálu.
Ťažba a spracovanie volfrámovej rudy
Primárnymi komerčnými zdrojmi volfrámu sú minerály scheelit (volfráman vápenatý, CaWO₄) a wolframit (volfrámát železo-mangán). Čína dominuje globálnej výrobe volfrámu, ktorá predstavuje približne 80 % svetovej produkcie, pričom významné ložiská sa nachádzajú aj v Rusku, Vietname, Kanade a Bolívii. Vyťažená ruda sa najskôr koncentruje flotáciou a gravitačnou separáciou, aby sa zvýšil obsah volfrámu, a potom sa chemicky spracováva na výrobu parawolfrámu amónneho (APT) – najbežnejšej medziproduktovej formy v dodávateľskom reťazci volfrámu. APT sa následne redukuje vo vodíkovej atmosfére pri vysokej teplote, čím sa získa kovový prášok volfrámu, ktorý sa potom nauhličí reakciou s uhlíkom vo vysokoteplotnej peci za vzniku prášku karbidu volfrámu. Veľkosť častíc tohto WC prášku – ktorá sa môže pohybovať od submikrónov do desiatok mikrónov – je kritickým parametrom, ktorý priamo určuje veľkosť zŕn a tvrdosť hotového slinutého karbidu.
Miešanie, mletie a pridávanie spojiva
Práškový karbid volfrámu sa mieša s kobaltovým práškom – najbežnejším spojivom, zvyčajne v koncentráciách medzi 3 % a 25 % hmotnosti v závislosti od cieľovej kvality – spolu s akýmikoľvek ďalšími prísadami, ako sú inhibítory rastu zŕn (zvyčajne karbid vanádu alebo karbid chrómu s nižšími percentami) a lisovacie mazivá. Táto zmes sa potom melie za mokra v guľovom mlyne počas dlhšieho obdobia – zvyčajne 24–72 hodín –, aby sa dosiahlo dokonalé premiešanie, rozbitie akýchkoľvek aglomerátov a dosiahnutie cieľovej distribúcie veľkosti častíc. Rozomletá kaša sa suší rozprašovaním, čím sa získa voľne tečúci granulovaný prášok s konzistentnou veľkosťou častíc a hustotou vhodnou na lisovanie. Rovnomernosť miešania v tomto štádiu je kritická: akákoľvek zmena v distribúcii spojiva v prášku spôsobí lokálne zmeny vlastností spekaného dielu, ktoré ohrozujú mechanický výkon aj spoľahlivosť.
Lisovanie a tvarovanie
Prášok sušený rozprašovaním sa zhutňuje do požadovaného takmer čistého tvaru pomocou jednej z niekoľkých lisovacích metód. Jednoosové lisovanie sa používa na jednoduché tvary, ako sú rezné vložky, tyče a opotrebiteľné diely vo veľkosériovej výrobe. Izostatické lisovanie – kde tlak pôsobí rovnomerne zo všetkých smerov cez tekuté médium – sa používa na zložitejšie tvary a vytvára rovnomernejšiu hustotu syra, čo sa premieta do konzistentnejších spekaných vlastností. Extrúzia sa používa na výrobu dlhých tyčí a rúrok. Lisovaním za studena vzniká „zelený“ výlisok, ktorý má dostatočnú pevnosť na manipuláciu, ale musí sa ešte spekať, aby sa vyvinuli jeho konečné vlastnosti. Niektoré zložité tvary sa vyrábajú vstrekovaním zmesi karbidu, spojiva a polyméru (vstrekovanie kovu alebo proces MIM) pred odstránením spojiva a spekaním.
Spekanie
Spekanie is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
Brúsenie a konečná úprava
Spekaný karbid volfrámu je príliš tvrdý na to, aby sa dal obrábať konvenčnými reznými nástrojmi – musí sa brúsiť pomocou diamantových brúsnych kotúčov, aby sa dosiahli tesné rozmerové tolerancie a kvalita povrchovej úpravy požadovaná pre rezné nástroje, diely podliehajúce opotrebovaniu a presné komponenty. Diamantové brúsenie slinutého karbidu je odborná a kapitálovo náročná operácia a parametre brúsneho procesu – špecifikácia kotúča, brúsna kvapalina, rýchlosti posuvu a orovnávacia frekvencia – výrazne ovplyvňujú tak rozmerovú presnosť, ako aj podpovrchový stav hotového dielu. Nesprávne brúsenie môže spôsobiť zvyškové ťahové napätie alebo mikrotrhlinky, ktoré znižujú húževnatosť a únavovú životnosť rezných hrán. Pri aplikáciách rezných nástrojov sa brúsené hrany často ďalej spracovávajú prípravou hrán – riadeným honovaním alebo kefovaním, ktoré vytvára definovaný polomer ostria, ktorý zlepšuje životnosť nástroja znížením vylamovania na reznej hrane pri nárazoch a tepelných cykloch obrábacích operácií.
Pochopenie tried karbidu volfrámu a význam čísel
Komerčný slinutý karbid volfrámu nie je jediný materiál, ale skupina druhov, ktorých vlastnosti sa systematicky menia úpravou obsahu kobaltu, veľkosti zŕn karbidu a pridaním ďalších karbidových fáz, ako je karbid titánu (TiC), karbid tantalu (TaC) a karbid nióbu (NbC). Pochopenie systému tried pomáha inžinierom a odborníkom v oblasti nákupu vybrať najvhodnejšiu triedu pre ich špecifickú aplikáciu namiesto toho, aby sa predvolila voľba na všeobecné účely, ktorá nemusí byť optimálna.
| Charakteristika stupňa | Nízky obsah kobaltu (3 – 6 % Co) | Stredný kobalt (8 – 12 % Co) | Vysoký obsah kobaltu (15 – 25 % Co) |
| Tvrdosť | Veľmi vysoká (1700–1800 HV) | Vysoká (1400 – 1600 HV) | Stredná (1 000 – 1 300 HV) |
| Odolnosť proti opotrebovaniu | Výborne | Dobre | Mierne |
| Húževnatosť / odolnosť proti nárazu | Nižšia | Dobre | Vysoká |
| Pevnosť v priečnom pretrhnutí | Mierne | Vysoká | Veľmi vysoká |
| Hustota (g/cm³) | ~15,0–15,3 | ~14,3–14,9 | ~13,0–14,0 |
| Typické aplikácie | Presné opotrebiteľné diely, matrice na ťahanie drôtu, tesniace krúžky | Kovové rezné doštičky, stopkové frézy, vrtáky | Ťažobné hroty, nástroje na frézovanie ciest, vrtáky do hornín |
Veľkosť zrna je rovnako dôležitou premennou, ktorá interaguje s obsahom kobaltu pri určovaní rovnováhy vlastností triedy. Jemnozrnné triedy (veľkosť zrna WC pod 1 mikrón, klasifikované ako submikrónové alebo ultrajemné) dosahujú výrazne vyššiu tvrdosť a odolnosť proti opotrebeniu pri danom obsahu kobaltu v porovnaní s hrubšími zrnami, zatiaľ čo triedy so strednou zrnitosťou (1–3 mikróny) ponúkajú vyváženú kombináciu tvrdosti a húževnatosti a hrubozrnné triedy (nad 3 mikróny) maximalizujú tvrdosť za určitú cenu. Systém označovania ISO pre triedy rezania zo slinutého karbidu — P, M, K, N, S, H — kategorizuje triedy podľa typu materiálu obrobku, na ktorý sú určené, a poskytuje praktický východiskový bod pre výber triedy rezného nástroja aj bez podrobných znalostí základnej metalurgie.
Hlavné priemyselné aplikácie karbidu volfrámu
Slinutý karbid volfrámu sa používa v mimoriadne rozmanitom rozsahu priemyselných odvetví a aplikácií. Spoločným závitom prechádzajúcich všetkými z nich je potreba materiálu, ktorý kombinuje tvrdosť, odolnosť proti opotrebovaniu a dostatočnú húževnatosť, aby prežil v náročných prevádzkových prostrediach, kde konvenčné materiály predčasne zlyhávajú. Nasledujúce sektory predstavujú najvýznamnejšie aplikácie z hľadiska objemu a technického významu.
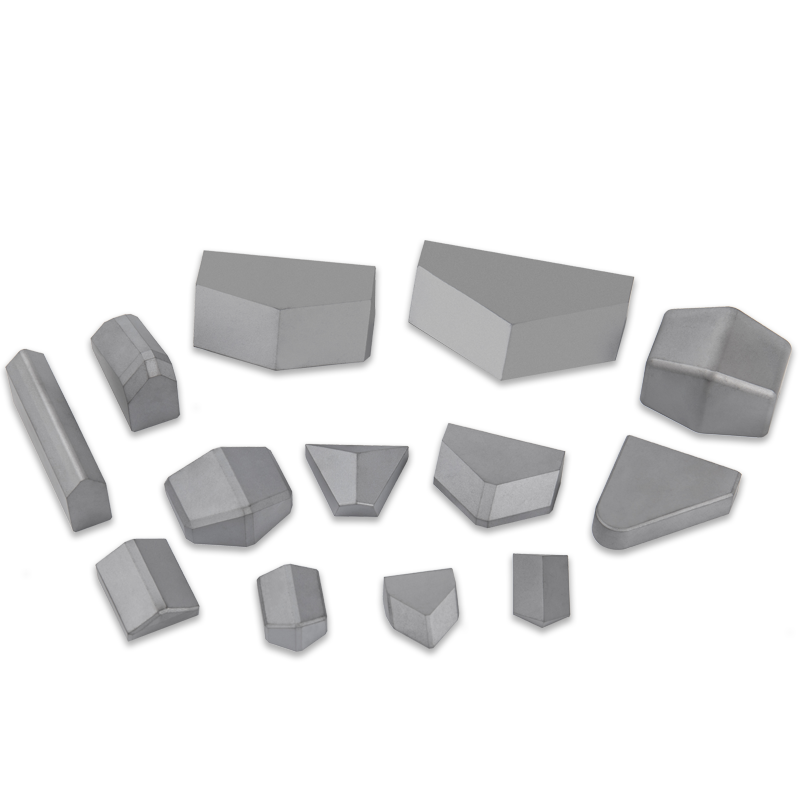
Rezanie a obrábanie kovov
Rezanie kovov – výroba presných komponentov odoberaním materiálu z kovových obrobkov pomocou rezných nástrojov – je najväčšou jednotlivou aplikáciou pre slinutý karbid volfrámu z hľadiska hodnoty. Karbidové vymeniteľné rezné doštičky, monolitné karbidové stopkové frézy, karbidové vrtáky a karbidové vyvrtávacie tyče do značnej miery vytlačili rezné nástroje z rýchloreznej ocele v moderných CNC obrábacích centrách, pretože môžu pracovať pri rezných rýchlostiach tri až desaťkrát vyšších ako HSS pri zachovaní ostrých rezných hrán oveľa dlhšie. To sa priamo premieta do vyššej produktivity stroja, nižších nákladov na diel a lepšej povrchovej úpravy a rozmerovej konzistencie obrábaných komponentov. Doštičky používané pri sústružení, frézovaní a vŕtaní sú zvyčajne potiahnuté jednou alebo viacerými vrstvami tvrdých keramických povlakov – najbežnejšími sú nitrid titánu (TiN), karbonitrid titánu (TiCN), oxid hlinitý (Al₂O₃) a nitrid hliníka titánu (AlTiN) – aplikované procesmi fyzikálnej depozície z plynnej fázy (PVD.V) alebo chemickým naparovaním Tieto povlaky pridávajú ďalšiu vrstvu odolnú voči opotrebovaniu, ktorá ďalej predlžuje životnosť nástroja a umožňuje ešte vyššie rezné rýchlosti, najmä pri suchom alebo takmer suchom obrábaní, kde je spotreba reznej kvapaliny minimalizovaná z ekologických a nákladových dôvodov.
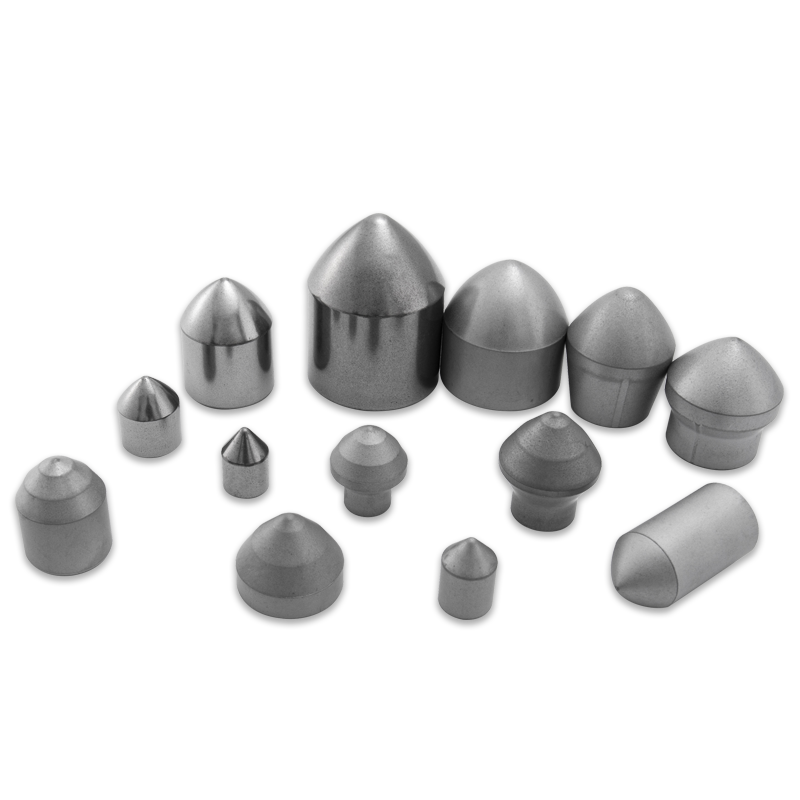
Ťažba, vŕtanie a ťažba hornín
Ťažobné a stavebné vŕtanie predstavuje druhú najväčšiu kategóriu aplikácií pre karbid volfrámu, pričom sa spotrebúvajú obrovské objemy vysokokobaltových tried s optimalizovanou húževnatosťou vo forme vrtákov, rotačných rezných vložiek, zdvíhacích vyvrtávacích hláv a kotúčových fréz pre tunelové vyvrtávanie (TBM). Trikónové valcové kužeľové vrtáky na vŕtanie ropy a zemného plynu používajú stovky karbidových vložiek na korunku na prerezanie skalných útvarov v hĺbkach tisícov metrov. Príklepové vrtáky na povrchovú a podzemnú ťažbu používajú karbidové gombíky, ktoré musia odolať opakovaným vysokoenergetickým nárazom pneumatických alebo hydraulických vŕtacích zariadení v abrazívnej hornine. Nožové kombajny a kontinuálne ťažobné bubny používajú nástroje s karbidovými hrotmi na rezanie uhlia a mäkkých hornín v podzemných uhoľných baniach. V každej z týchto aplikácií musí byť karbidová trieda starostlivo optimalizovaná, aby poskytovala maximálnu odolnosť voči špecifickej kombinácii oteru a nárazu, s ktorou sa stretávame v cieľovom type horniny, pretože trieda, ktorá je príliš tvrdá, sa pri náraze zlomí, zatiaľ čo taká, ktorá je príliš mäkká, sa v abrazívnych podmienkach rýchlo opotrebuje.
Zápustky na ťahanie drôtu a tvárnenie kovov
Zápustky z karbidu volfrámu sú štandardným materiálom na ťahanie drôtu - proces zmenšovania priemeru kovového drôtu jeho ťahaním cez sériu postupne menších otvorov v matrici. Kombinácia extrémnej tvrdosti, odolnosti proti opotrebeniu a pevnosti v tlaku, ktorú poskytuje karbid, umožňuje, aby si matrice na ťahanie drôtu zachovali svoju presnú geometriu otvoru prostredníctvom spracovania enormných dĺžok drôtu – potenciálne stoviek tisíc metrov na matricu pred výmenou – a zároveň odolali veľmi vysokým kontaktným tlakom vytváraným na povrchu matrice. Karbidové matrice sa používajú na ťahanie oceľových, medených, hliníkových a špeciálnych zliatinových drôtov v rozsahu priemerov od niekoľkých milimetrov až po jemný drôt pod 0,1 mm. Okrem ťahania drôtu sa karbid vo veľkej miere používa v nástrojoch na tvárnenie za studena, hlbokoťažných dierovačoch, nástrojoch na valcovanie závitov a extrúznych nástrojoch všade tam, kde sa vyžaduje kombinácia odolnosti proti opotrebeniu a pevnosti v tlaku pri cyklickom zaťažení, aby sa zachovala rozmerová presnosť a kvalita povrchu pri veľkých objemoch výroby.
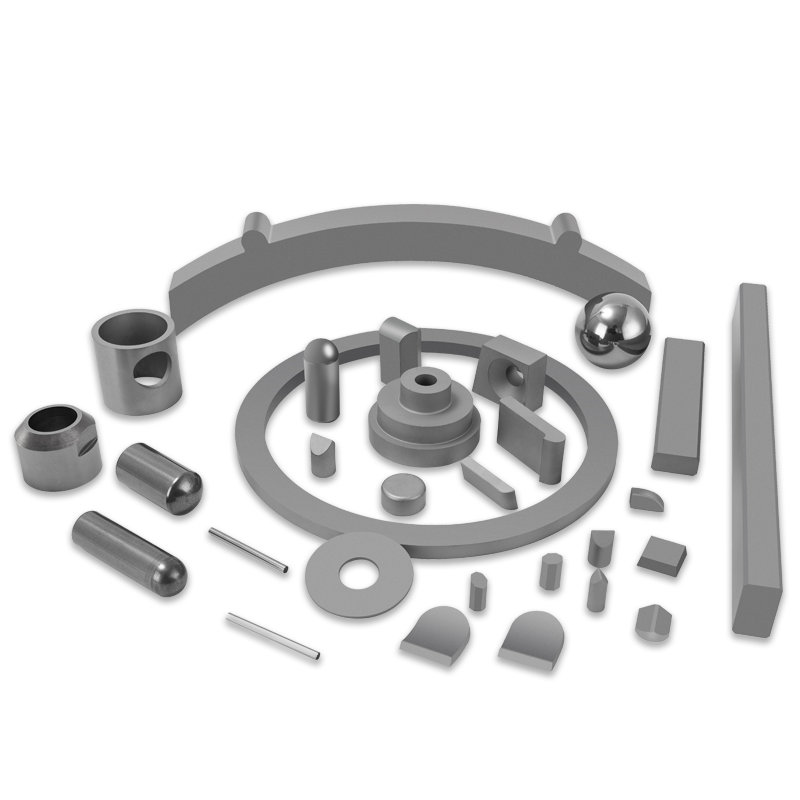
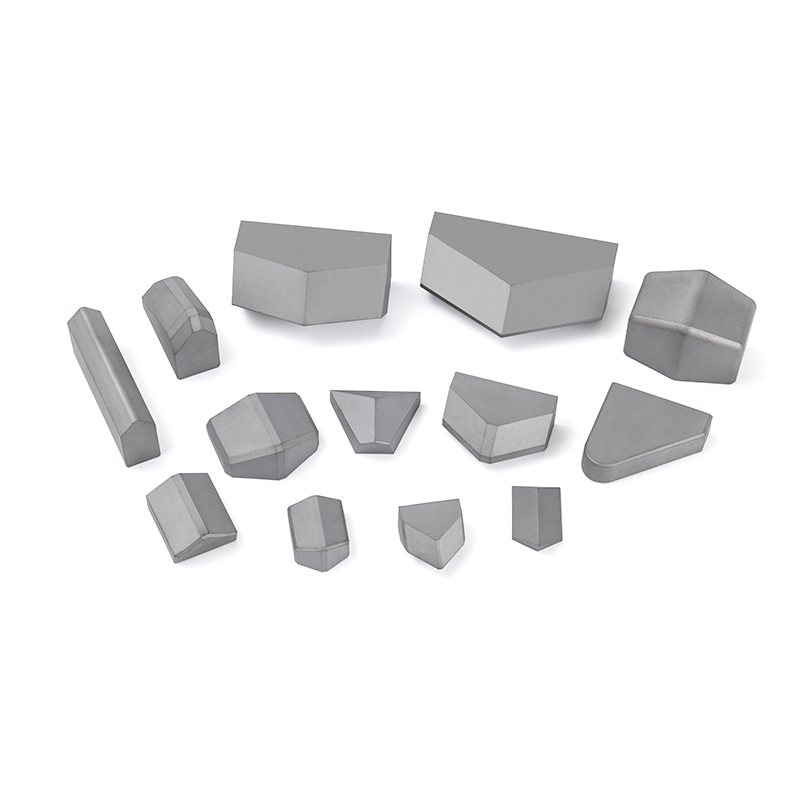
Opotrebiteľné diely a konštrukčné komponenty
Aplikácia karbidu wolfrámu v oblasti opotrebovania a konštrukčných komponentov zahŕňa veľmi širokú škálu produktov používaných v rôznych odvetviach, ako je papier a tlač, spracovanie potravín, výroba elektroniky, textilné stroje a čerpacie systémy. Karbidové trysky pre abrazívne tryskacie a striekacie systémy odolávajú erozívnemu pôsobeniu abrazívnych častíc oveľa dlhšie ako oceľové alternatívy. Karbidové tesniace plochy pre mechanické upchávky v čerpadlách na manipuláciu s abrazívnymi kalmi si zachovávajú svoju povrchovú úpravu a rovinnosť počas miliónov prevádzkových cyklov. Tvrdokovové vodiace valce a tvarovacie valce vo výrobných linkách drôtov a rúr si zachovávajú rozmerovú presnosť počas predĺžených výrobných sérií. Karbidové sedlá ventilov a guľôčky vo ventiloch na reguláciu prietoku, ktoré manipulujú s abrazívnymi alebo erozívnymi procesnými kvapalinami, poskytujú životnosť, ktorá je rádovo dlhšia ako bežné kovové alternatívy. V každom prípade je spoločným hnacím motorom špecifikácie karbidu eliminácia predčasného zlyhania opotrebovania, ktoré by si inak vyžadovalo častú výmenu, prestoje stroja a súvisiace výrobné straty.
Lekárske a dentálne nástroje
Slinutý karbid volfrámu sa používa v lekárskych a zubných aplikáciách, kde je vďaka svojej tvrdosti, biokompatibilite, odolnosti proti korózii a schopnosti udržať ostrú hranu pri opakovaných sterilizačných cykloch lepší ako nehrdzavejúca oceľ. Chirurgické nožnice, držiaky ihiel a disekčné kliešte vyrobené s karbidovými doštičkami na svojich pracovných plochách si zachovávajú ostrejší a presnejší rezný výkon vďaka oveľa väčšiemu počtu cyklov sterilizácie a používania ako celooceľové ekvivalenty. Zubné frézy na rezanie zubnej skloviny a kostí počas zákrokov sú takmer výlučne vyrobené z karbidu vďaka svojej vynikajúcej reznej účinnosti a dlhej životnosti v porovnaní s oceľou. Ortopedické rezné nástroje vrátane výstružníkov, rašplí a píl na kosti používajú karbid pre lepší rezný výkon a predĺženú životnosť. Prísne požiadavky na čistotu a biologickú kompatibilitu medicínskych aplikácií znamenajú, že na tieto použitia sú kvalifikované iba špecifické vysokočisté druhy karbidov s kontrolovanými hladinami stopových prvkov.
Povlaky z karbidu volfrámu: Iný spôsob, ako dosiahnuť výkonnosť karbidu
Okrem pevných slinutých karbidových komponentov sa karbid volfrámu široko používa ako povrchový náter na oceľ a iné podkladové materiály pomocou procesov tepelného striekania, najčastejšie striekaním vysokorýchlostným kyslíkovým palivom (HVOF) a plazmovým striekaním. Pri aplikáciách povlakov z karbidu volfrámu je cieľom skombinovať odolnosť karbidu proti opotrebeniu a tvrdosť karbidu na pracovnom povrchu s húževnatosťou, opracovateľnosťou a nižšou cenou oceľového substrátu, čím sa dosiahne výkonnostná rovnováha, ktorú by ani jeden materiál nedokázal poskytnúť samostatne.
HVOF-striekané povlaky z karbidu volfrámu-kobaltu (WC-Co) a karbidu volfrámu-kobaltu-chrómu (WC-CoCr) sú celosvetovo najpoužívanejšie povlaky žiarovým striekaním na ochranu proti opotrebovaniu a erózii. Proces HVOF urýchľuje práškové častice karbidového spojiva na veľmi vysoké rýchlosti pred dopadom na substrát, čím sa vytvárajú husté, dobre spojené povlaky s tvrdosťou približujúcou sa tvrdosti spekaného karbidu a veľmi nízkou pórovitosťou. Tieto povlaky sa používajú na súčastiach podvozku lietadiel na nahradenie tvrdého chrómovania na ochranu proti korózii a opotrebeniu, na hriadele čerpadiel a objímky v prevádzke s abrazívnym kalom, na kotúčoch papierenských strojov, ktoré sú vystavené abrazívnemu opotrebovaniu z obsahu recyklovaných vlákien, na tyče hydraulických valcov a na mnohých ďalších komponentoch, kde je tvrdý povrch odolný voči opotrebovaniu predlžujúci životnosť väčšej oceľovej konštrukcie cenovo najefektívnejším technickým riešením. Hrúbka povlaku sa zvyčajne pohybuje od 100 do 400 mikrónov a potiahnutý povrch môže byť po nastriekaní brúsený na presné rozmerové tolerancie a povrchovú úpravu.
Kľúčové fyzikálne a mechanické vlastnosti slinutého karbidu volfrámu
Pre inžinierov, ktorí špecifikujú karbid volfrámu pre novú aplikáciu alebo ho porovnávajú s alternatívnymi materiálmi, je nevyhnutné mať jasný obraz o rozsahu jeho fyzikálnych a mechanických vlastností. Nasledujúca tabuľka sumarizuje najdôležitejšie vlastnosti v rámci typického sortimentu pre slinutý karbid WC-Co.
| Nehnuteľnosť | Typický rozsah (triedy WC-Co) | Prirovnanie k oceli |
| Tvrdosť podľa Vickersa (HV) | 1000 – 1800 HV | 3–7× tvrdšia ako kalená nástrojová oceľ |
| Hustota (g/cm³) | 13.0 – 15.5 | ~1,7–2× hustejšie ako oceľ |
| Youngov modul (GPa) | 500 – 700 GPa | ~2,5–3,5× tuhšie ako oceľ |
| Pevnosť v tlaku (MPa) | 3500 – 7000 MPa | Oveľa vyššia kompresia ako oceľ |
| Priečna medza pevnosti (MPa) | 1500 – 4000 MPa | Porovnateľné alebo lepšie ako kalená oceľ |
| Lomová húževnatosť (MPa·m½) | 8 – 22 MPa·m½ | Nižšia than steel; brittle in tension |
| Tepelná vodivosť (W/m·K) | 70 – 110 W/m·K | Vysokáer than most steels |
| Koeficient tepelnej rozťažnosti (×10⁻⁶/°C) | 4,5 – 6,5 | ~polovica ocele; zvážiť v lepených zostavách |
| Teplota topenia (°C) | ~2870 °C (zlúčenina WC) | Oveľa vyššia ako oceľ (~1400°C) |
Recyklácia a udržateľnosť karbidu volfrámu
Volfrám je Európskou úniou aj Spojenými štátmi klasifikovaný ako kritická surovina kvôli rizikám koncentrácie dodávok – pričom Čína kontroluje veľkú väčšinu svetovej prvovýroby – a jeho zásadnej úlohe v strategických odvetviach. Toto dodávateľské riziko v kombinácii s vysokou ekonomickou hodnotou volfrámu robí z recyklácie odpadu z karbidu volfrámu dôležitú súčasť globálneho dodávateľského reťazca volfrámu. Približne 30 – 40 % celosvetovo spotrebovaného volfrámu v súčasnosti pochádza z recyklovaného karbidového šrotu, pričom tento podiel sa priemysel aktívne snaží zvýšiť prostredníctvom zlepšenej infraštruktúry zberu a spracovania.
Existuje niekoľko zavedených recyklačných ciest pre použitý karbid volfrámu. Proces regenerácie zinku rozpúšťa kobaltové spojivo reakciou s roztaveným zinkom pri približne 900 °C, pričom zrná karbidu volfrámu zostávajú nedotknuté na opätovné použitie po odstránení zinku vákuovou destiláciou. Tento proces je výhodný, keď sa regenerovaný WC prášok bude opätovne používať pri výrobe karbidu, pretože zachováva veľkosť zŕn a vyhýba sa energeticky náročnému chemickému spracovaniu potrebnému na premenu volfrámu späť na jeho elementárnu formu. Proces studeného prúdu využíva vysokorýchlostný náraz na mechanické lámanie použitého karbidu na jemný prášok, ktorý sa zmieša s čistým práškom na recykláciu. Procesy chemickej konverzie – vrátane cesty APT – rozpúšťajú celý karbidový výlisok a chemicky čistia volfrám cez parawolframan amónny, čím vzniká materiál ekvivalentný primárnemu volfrámu, ktorý možno nauhličiť na nový WC prášok. Ekonomická hodnota šrotu z karbidu volfrámu z neho robí jeden z najaktívnejšie recyklovaných priemyselných materiálov so zavedenými sieťami zberu a spracovania, ktoré fungujú na celom svete v odvetviach rezných nástrojov, ťažobných nástrojov a opotrebiteľných dielov.
Bežné mylné predstavy o karbidu volfrámu, ktoré sa oplatí objasniť
Niekoľko pretrvávajúcich mylných predstáv o karbide volfrámu koluje v technickom aj spotrebiteľskom kontexte a ich priame riešenie pomáha stanoviť realistické očakávania o tom, čo materiál môže a čo nie.
- "Karbid volfrámu je nerozbitný": Toto je jedno z najčastejších nedorozumení, najmä v súvislosti so šperkami z karbidu volfrámu a spotrebnými výrobkami. Slinutý karbid je extrémne tvrdý a odolný proti opotrebeniu, ale je tiež krehký v ťahu – v porovnaní s oceľou má relatívne nízku lomovú húževnatosť a ak je vystavený dostatočnému namáhaniu nárazom alebo ťahom, praskne alebo sa rozbije. Napríklad krúžok z karbidu volfrámu nemožno ohnúť, aby sa v prípade núdze odstránil, ako zlatý prsteň – musí sa odlomiť pomocou špecifickej techniky. Tvrdosť, vďaka ktorej je karbid taký účinný pri opotrebovaní, je neoddeliteľná od krehkosti, ktorá ho robí náchylným na lomy pri náraze.
- "Všetky karbid volfrámu sú rovnaké": Fráza "karbid volfrámu" zahŕňa skupinu druhov s výrazne odlišnými vlastnosťami v závislosti od obsahu kobaltu, veľkosti zrna a ďalších karbidových fáz. Ťažná trieda s 20 % kobaltu má veľmi odlišnú tvrdosť, odolnosť proti opotrebeniu a húževnatosť od triedy presných opotrebiteľných dielov so 6 % kobaltu a submikrónovou veľkosťou zrna. Zadanie "karbidu volfrámu" bez označenia triedy poskytuje nedostatočné informácie pre väčšinu technických aplikácií.
- "Karbid volfrámu sa nedá poškriabať": Zatiaľ čo slinutý karbid je v porovnaní s kovmi extrémne odolný proti poškriabaniu, môžu ho poškriabať materiály tvrdšie ako je on sám – najmä diamant, kubický nitrid bóru (CBN) a niektoré keramické materiály. Diamantom potiahnuté brúsivá a CBN brúsne kotúče sa bežne používajú na brúsenie a konečnú úpravu súčiastok z karbidu volfrámu práve preto, že sú tvrdšie a dokážu odstrániť materiál z povrchu karbidu.
- "Vyšší kobalt vždy znamená nižšiu kvalitu": Toto je nesprávne v kontexte aplikácií vyžadujúcich húževnatosť a odolnosť proti nárazu. Typy s vysokým obsahom kobaltu sú špeciálne navrhnuté pre aplikácie, ako sú ťažobné hroty a ťažké prerušované rezanie, kde je primárnou požiadavkou odolnosť proti nárazu. V týchto aplikáciách by trieda s nízkym obsahom kobaltu vybraná na základe maximálnej tvrdosti rýchlo praskla. Správna hladina kobaltu je taká, ktorá poskytuje optimálnu rovnováhu tvrdosti a húževnatosti pre konkrétnu aplikáciu – ani univerzálne vysoká, ani všeobecne nízka.
- "Nástroje z karbidu volfrámu sa nikdy nemusia vymieňať": Nástroje z karbidu volfrámu sa vo väčšine aplikácií opotrebovávajú oveľa pomalšie ako oceľové alternatívy, ale opotrebúvajú sa a prípadne vyžadujú výmenu alebo rekonštrukciu. Ekonomika tvrdokovových nástrojov je založená na ich vynikajúcej životnosti – čo znižuje frekvenciu a náklady na výmenu v porovnaní s menej odolnými alternatívami – nie na nekonečnej životnosti. Pravidelná kontrola a proaktívna výmena pri vhodnom limite opotrebovania je vždy lepšia ako prevádzka karbidových nástrojov až do úplného zlyhania, čo zvyčajne spôsobuje ďalšie poškodenie súvisiacich komponentov.
Naše produkty //
Súvisiace produkty