EN
Vložky z karbidu volfrámu pre tunelové vŕtacie stroje: Čo sú a prečo na nich záleží
Správy z priemyslu-Úloha vložiek z karbidu volfrámu pri razení tunelov
Vložky z karbidu volfrámu pre stroje na razenie tunelov sú primárnymi reznými prvkami zodpovednými za lámanie, zoškrabovanie a rozdeľovanie horninových a pôdnych útvarov na čele tunela. Každý meter napredovania tunela v tvrdom alebo zmiešanom teréne závisí od schopnosti týchto doštičiek zachovať si svoju reznú geometriu, odolávať abrazívnemu opotrebovaniu a absorbovať enormné nárazové a tlakové sily vznikajúce, keď rotujúca rezná hlava narazí do hĺbky kameňa. Bez správne špecifikovaných a udržiavaných karbidových doštičiek prudko klesá rýchlosť penetrácie, stúpa spotreba fréz a hospodárnosť celého projektu tunelovania sa rýchlo zhoršuje.
Samotné doštičky sú kompaktné komponenty – zvyčajne v rozsahu od niekoľkých milimetrov do niekoľkých centimetrov v ich kritických rozmeroch – ale sú skonštruované s výnimočne vysokou úrovňou presnosti. Trieda karbidu volfrámu, obsah spojiva, veľkosť zrna, geometria doštičky a systém upevnenia natvrdo alebo lisovaného uloženia sú všetky premenné, ktoré výrobca doštičiek optimalizuje pre konkrétnu aplikáciu rezania. Špecifikácia tvrdokovovej doštičky, ktorá dobre funguje vo vápenci, sa predčasne opotrebuje alebo praskne v žule alebo kremenci a naopak. Pochopenie, prečo je to tak – a ako urobiť správnu voľbu špecifikácie – sú praktické znalosti, ktoré oddeľujú efektívne obstarávanie nástrojov TBM od drahého pokusu a omylu v teréne.
Čo je karbid volfrámu a prečo sa používa v rezných nástrojoch TBM
Karbid volfrámu (WC) je chemická zlúčenina volfrámu a uhlíka, ktorá je vo svojej čistej spekanej forme jedným z najtvrdších dostupných technických materiálov – po diamante a kubickom nitride bóru medzi komerčne praktickými materiálmi pre rezné nástroje. Vo výrobkoch zo slinutého karbidu používaných na doštičky TBM sú zrná karbidu volfrámu spojené kovovým spojivom – takmer všeobecne kobaltom (Co), hoci nikel a nikel-chrómové spojivá sa používajú v špecifických triedach odolných voči korózii – procesom práškovej metalurgie zahŕňajúcim lisovanie a spekanie v kvapalnej fáze pri teplotách nad 1300 °C.
Výsledkom je kompozitný materiál, v ktorom tvrdé WC zrná poskytujú extrémnu tvrdosť a odolnosť proti opotrebovaniu, zatiaľ čo matrica kobaltového spojiva poskytuje húževnatosť a odolnosť proti zlomeniu pri náraze. Rozhodujúcim poznatkom je, že tvrdosť a húževnatosť existujú v ťahu v slinutých karbidoch – zvyšovanie jedného je vo všeobecnosti na úkor druhého. Akosti s nízkym obsahom kobaltu a jemnou zrnitosťou sú tvrdšie a odolnejšie voči opotrebovaniu, ale sú krehkejšie; triedy s vyšším obsahom kobaltu a hrubšou veľkosťou zrna sú húževnatejšie a odolnejšie voči nárazom, ale rýchlejšie sa opotrebúvajú v abrazívnych podmienkach. Výber správnej triedy pre karbidovú doštičku TBM znamená nájsť optimálnu polohu na tomto kompromise medzi tvrdosťou a húževnatosťou pre konkrétny typ horniny, abrazivitu formácie a použitý rezný mechanizmus.
Konkrétne pre aplikácie TBM prevyšuje slinutý karbid všetky praktické alternatívy. Oceľovým hrotom chýba tvrdosť, aby odolali opotrebovaniu abrazívnymi horninami pri prijateľných rýchlostiach prieniku. Keramika ponúka konkurencieschopnú tvrdosť, ale nedostatočnú lomovú húževnatosť, aby prežila nárazové zaťaženie na čele tunela. Nástroje s diamantovým hrotom sa používajú v špecifických aplikáciách vysokej hodnoty, ale sú nepraktické pre objem rezných prvkov, ktoré sú potrebné na celej reznej hlave TBM. Kombinácia tvrdosti, húževnatosti, tepelnej stability a spracovateľnosti v priemyselnom meradle zo slinutého karbidu z neho robí štandardné riešenie pre rezné doštičky TBM s tvrdým kameňom a zmiešaným brúsením v globálnom tunelovom priemysle.
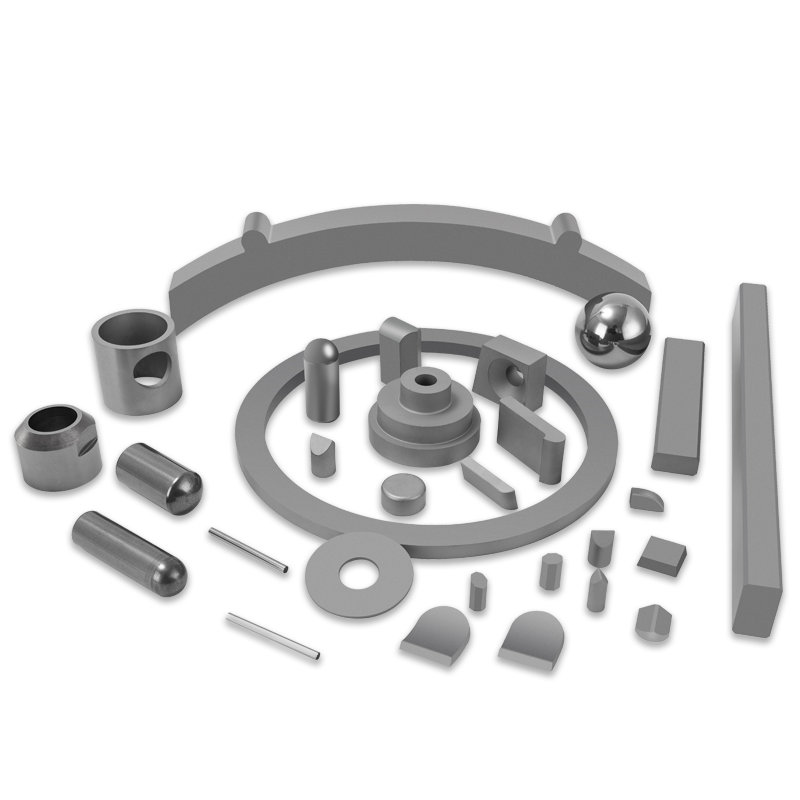
Typy karbidových doštičiek TBM a ich funkcie
Nie všetky doštičky z karbidu volfrámu na reznej hlave TBM vykonávajú rovnakú funkciu. Rezná hlava je komplexná zostava rôznych typov nástrojov, z ktorých každý je umiestnený tak, aby vykonával špecifickú úlohu v procese lámania hornín a odstraňovania materiálu. Pochopenie rozdielov medzi týmito typmi doštičiek je základom pre špecifikáciu správnej triedy tvrdokovu a geometrie pre každú pozíciu.
Vložky na rezanie diskov
Kotúčové rezačky sú hlavnými reznými nástrojmi na tvrdých skalných TBM. Kotúčová fréza pozostáva z oceľového krúžku — kotúča — namontovaného na zostave náboja, ktorá umožňuje jej voľné otáčanie pri otáčaní reznej hlavy. Hrana disku je v kontakte s kamennou stenou a vytvára ťahové lomy skôr prostredníctvom mechanizmu valivého vrúbkovania než priameho rezania. Vložky z karbidu volfrámu v aplikáciách kotúčových rezačiek sú zvyčajne zapustené do okraja kotúča alebo sa používajú ako materiál kontaktného okraja v konštrukciách kompozitných kotúčov. Tieto vložky musia odolávať vysokému tlakovému namáhaniu v mieste kontaktu s horninou, únavovému zaťaženiu z opakovaných nárazových cyklov a abrazívnemu opotrebovaniu tvrdými minerálmi – najmä kremeňom – v matrici horniny. Typy so stredným obsahom kobaltu (8–12 % Co) a jemnou až strednou veľkosťou zrna sú bežne špecifikované pre kotúčové rezacie vložky v aplikáciách s tvrdými horninami.
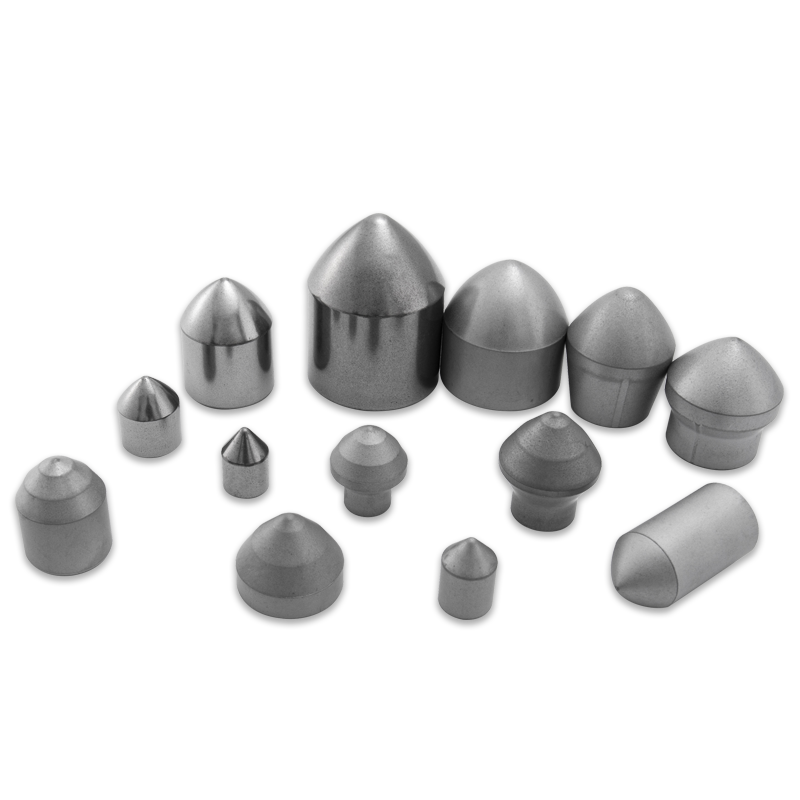
Vložky tlačidiel a svorníkov pre nástroje ťahania
V podmienkach mäkkej až stredne tvrdej pôdy a zmiešaných povrchov používajú TBM vlečné nástroje - čeľuste, škrabky a meracie frézy - vybavené gombíkmi z karbidu volfrámu alebo kolíkovými vložkami, ktoré zapájajú formáciu do škrabania alebo strihania. Vložky gombíkov sú pologuľovité alebo karbidové s balistickým profilom zalisované do oceľového tela nástroja; čapové vložky sú valcové drieky s tvrdeným hrotom, tiež lisované alebo spájkované do pripravených sediel. Tieto doštičky sú vystavené nižším tlakovým zaťaženiam ako vložky do kotúčových fréz, ale sú vystavené vyšším bočným šmykovým silám a variabilnejšiemu nárazu zo zmiešaných kontaktov horniny a zeminy. Typy s vyšším obsahom kobaltu (12–16 % Co) a hrubšou veľkosťou zrna poskytujú húževnatosť potrebnú na odolanie lomu za týchto podmienok zaťaženia, za cenu určitej odolnosti voči oderu v porovnaní s tvrdšími druhmi s nízkym obsahom kobaltu.
Vložky do mierok a meradiel
Meracie frézy sú umiestnené na vonkajšom obvode reznej hlavy TBM a režú profil tunela na požadovaný priemer. Zažívajú kombináciu najvyšších rezných rýchlostí – pretože prejdú najväčšiu obvodovú vzdialenosť na jednu otáčku – a výrazného nárazového zaťaženia z nepravidelností profilu a zmiešaných pôdnych podmienok na hranici tunela. Doštičky pre kalibrované frézy podliehajú niektorým z najnáročnejších podmienok opotrebovania na reznej hlave, a preto sú často špecifikované v tvrdších triedach alebo s väčšími rozmermi doštičiek, ktoré poskytujú väčší objem karbidu, aby odolali opotrebeniu pred potrebou výmeny doštičky.
Korčekové kolieska a vložky hrotov
Na EPB (Earth Pressure Balance) a kalových TBM pracujúcich v mäkkom teréne alebo na zmiešaných povrchoch sú lúče nožovej hlavy a otvory korčekového kolesa vybavené opotrebiteľnými prvkami s karbidovými hrotmi, ktoré chránia oceľovú konštrukciu pred abrazívnym opotrebovaním, keď je uvoľnený materiál naberaný do stroja. Tieto vložky na ochranu proti opotrebeniu sú vo všeobecnosti špecifikované vo vysokopevnostných triedach, ktoré odolávajú nárazom úlomkov skál a tvrdých inklúzií v prúde bahna, pričom uprednostňujú štrukturálnu integritu pred ostrosťou reznej hrany.
Výber triedy karbidu podľa typu horniny a abrazivity
Geologické podmienky na čele tunela sú hlavným faktorom pri výbere tvrdokovovej doštičky. Abrazivita horniny – kvantifikovaná prostredníctvom štandardizovaných testov, ako je Cerchar Abrasivity Index (CAI) a LCPC abrasimeter test – priamo predpovedá rýchlosť opotrebovania karbidových doštičiek a pravdepodobnosť katastrofického zlomu pri nárazovom zaťažení. Prispôsobenie triedy doštičky abrazívnosti horniny je najdôležitejším rozhodnutím v špecifikácii tvrdokovovej doštičky TBM.
| Typ skaly | Typický rozsah CAI | Odporúčaný obsah Co | Veľkosť zrna | Primárny mechanizmus opotrebovania |
| Vápenec / Mramor | 0,1 – 0,5 | 10 – 14 % | Stredná | Nízka abrázia; náraz z lomových rovín |
| Pieskovec | 0,5 – 2,5 | 8 – 12 % | Jemné až stredné | Stredný oder od kremenných zŕn |
| Žula | 2,0 – 4,5 | 6 – 10 % | Dobre | Vysoká abrázia; únavové praskanie |
| Kremeň | 3,5 – 6,0 | 6 – 9 % | Ultrajemné až jemné | Ťažká abrázia; mikročipovanie |
| Čadič / dolerit | 1,5–3,5 | 8 – 12 % | Jemné až stredné | Oder a náraz od tvrdých inklúzií |
| Zmiešaná tvár / Glacial till | Variabilné | 12 – 16 % | Stredná to coarse | Nárazová zlomenina z dlaždíc; premenlivý oder |
Prahová hodnota CAI približne 2,0 je praktickým rozhodovacím bodom pri výbere karbidovej triedy. Pod touto hodnotou triedy s vyšším obsahom kobaltu so strednou veľkosťou zrna poskytujú dobrú rovnováhu medzi húževnatosťou a odolnosťou proti opotrebovaniu. Nad CAI 2.0 sa miera abrazívneho opotrebenia u tried s vyšším obsahom kobaltu stáva neekonomickou a špecifikácia by sa mala posunúť smerom k nižšiemu obsahu kobaltu, triedam s jemnejším zrnom, ktoré si zachovávajú tvrdosť za cenu určitej húževnatosti. Vo formáciách nad CAI 4.0 – extrémny kremenec a niektoré abrazívne konglomeráty – sa dokonca aj prémiové jemnozrnné triedy s nízkym obsahom kobaltu rýchlo opotrebovávajú a frekvencia výmeny doštičiek sa stáva faktorom plánovania projektu a nie nákladom, ktorému sa dá vyhnúť.
Geometria doštičky a jej vplyv na rezný výkon
Geometria doštičky TBM z karbidu volfrámu – jej tvar profilu, uhol hrotu a rozmerové proporcie – určuje, ako zaberá s kamennou stenou, ako rozdeľuje napätie vo vnútri karbidového telesa a ako sa jej výkon vyvíja pri opotrebovaní doštičky. Optimalizácia geometrie je rovnako dôležitá ako výber triedy pri maximalizácii životnosti doštičky a účinnosti rezania.
Polguľové vložky na gombíky
Polguľový profil je najbežnejšou geometriou pre vložky tlačidiel ťahacieho nástroja v mäkkom až stredne tvrdom teréne. Zaoblený hrot rozdeľuje kontaktné napätie rovnomerne na veľkú plochu, čím znižuje maximálne koncentrácie napätia, ktoré by spôsobili zlom v ostrejšom profile. Ako sa hemisféra opotrebováva, jej geometria sa postupne vyvíja – čiastočne opotrebovaná hemisféra je stále funkčným rezným profilom, čo znamená, že doštička pokračuje vo výkone cez značnú časť svojho objemu, kým je potrebná výmena. Hlavným obmedzením hemisférického profilu v tvrdej hornine je to, že vyžaduje vyššie penetračné sily na dosiahnutie rovnakej hĺbky vtlačenia v porovnaní s ostrejšími profilmi, čo znižuje účinnosť rezania vo formáciách, kde je obmedzujúcim faktorom penetračná sila.
Balistické a kužeľové profily
Balistické vložky majú zaoblený profil hrotu, ktorý však prechádza do valcovitejšieho tela v strmšom uhle ako pologuľa. Táto geometria koncentruje kontaktné napätie efektívnejšie ako hemisféra, čím zlepšuje penetráciu do tvrdšej horniny pri rovnakej aplikovanej sile, ale je náchylnejšia na zlomenie, ak je náraz z boku alebo použitý vo formáciách s tvrdými inklúziami. Kónické vložky s definovaným uhlom hrotu ďalej rozširujú výhodu účinnosti prieniku, ale sú najviac náchylné na zlomenie zo štandardných profilov. Kužeľové a balistické karbidové doštičky TBM sú zvyčajne určené pre formácie, kde je prioritou účinnosť rezania a nárazové zaťaženie je predvídateľné a zvládnuteľné.
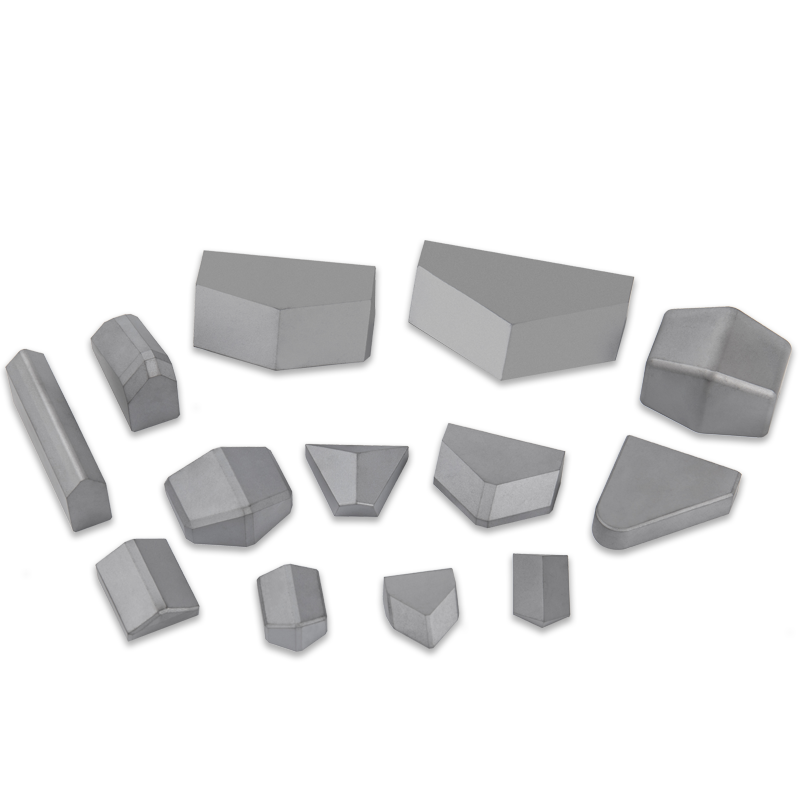
Dlátové a klinové profily
Vložky z dlátového profilu predstavujú skôr lineárnu reznú hranu než bodový kontakt so skalnou stenou. Táto geometria je účinná na strihanie a škrabanie mäkkých až stredných útvarov a bežne sa používa v polohách meracích fréz a profilových fréz, kde je potrebná definovaná geometria rezu. Okraj dláta sa v abrazívnych podmienkach rýchlo opotrebuje, čím sa mení rezný mechanizmus zo strihania na orbu – významná zmena výkonu, ktorá zvyšuje požadovanú reznú silu a vytvára viac tepla na čele doštičky. Monitorovanie opotrebovania doštičky dláta a výmena pri alebo pred prahom plochého opotrebovania je preto časovo kritickejšia ako pri geometriách gombíkovej doštičky.

Mechanizmy nosenia a ako ich rozpoznať
Identifikácia špecifického mechanizmu opotrebovania, ktorý ovplyvňuje karbidové doštičky TBM v teréne, je východiskovým bodom pre diagnostiku, či súčasná špecifikácia doštičiek vhodná pre podmienky na zemi a či zásahy – zmena sklonu, zmena geometrie, úprava prevádzkových parametrov – pravdepodobne zlepšia výkon. Hlavné spôsoby opotrebovania sa líšia vzhľadom a majú rôzne základné príčiny.
- Abrazívne opotrebovanie (ploché opotrebovanie): Postupné odstraňovanie karbidového materiálu z povrchu hrotu doštičky tvrdými minerálnymi zrnami v hornine, čím vzniká hladký plochý alebo fazetovaný opotrebovaný povrch. Toto je očakávaný režim opotrebovania v abrazívnych formáciách a naznačuje, že doštička spotrebováva objem karbidu rýchlosťou určenou abrazivitou horniny a tvrdosťou karbidu. Ak je miera plochého opotrebovania vyššia, ako sa očakávalo, zvážte prechod na nižšiu kobaltovú triedu s jemnejším zrnom – ale zabezpečte, aby húževnatosť zostala dostatočná pre súčasné podmienky nárazu.
- Odštiepenie a mikrozlomenie: Drobné zlomenie tvrdokovového hrotu, viditeľné ako nepravidelné zlomy hrán alebo jamková štruktúra povrchu. Odlamovanie zvyčajne naznačuje, že súčasná trieda je príliš tvrdá a krehká pre súčasné podmienky nárazu – karbid sa láme skôr, ako sa spojivo môže deformovať a absorbovať energiu nárazu. Tento režim opotrebovania je bežný, keď trieda s nízkym obsahom kobaltu špecifikovaná pre abrazívne podmienky narazí na neočakávané tvrdé inklúzie alebo oblasti lomu. Riešením je zvyčajne zvýšenie obsahu kobaltu alebo veľkosti zŕn na zlepšenie húževnatosti.
- Hrubá zlomenina: Katastrofálne zlomenie tela vložky, strata významnej časti alebo celej vložky nad montážnou stopkou. Tento poruchový režim indikuje vážne preťaženie – typicky nárazom na neočakávane tvrdé balvany, náhlymi zmenami v sile formácie alebo nesprávnou montážou vložky, ktorá vytvára koncentrácie napätia v základni vložky. Hrubé lomy okamžite zničia doštičku a môžu poškodiť telo nástroja, čo z neho robí vysokonákladový spôsob zlyhania, ktorému sa treba vyhnúť.
- Tepelné praskanie: Sieť povrchových trhlín vyžarujúcich z hrotu vložky, niekedy nazývaná „kontrola tepla“. K tomu dochádza, keď trecie teplo na reznej ploche spôsobí rýchle tepelné cyklovanie, ktoré prevyšuje odolnosť karbidu voči tepelnej únave. Tepelné praskanie je bežnejšie v podmienkach suchého rezania – čo naznačuje nedostatočnú dodávku chladiacej vody na čelo nástroja – alebo keď je rýchlosť prieniku veľmi vysoká, pričom sa vytvára trvalé trecie teplo. Primárnou odpoveďou na tepelné praskanie je zlepšenie dodávky chladiacej vody a kontrola parametrov rezania.
- Vylúhovanie kobaltového spojiva: V kyslých podzemných vodách alebo chemicky agresívnych pórových tekutinách sa kobaltové spojivo v karbidovej matrici môže selektívne rozpustiť, pričom zostane oslabený karbidový skelet, ktorý je vysoko náchylný na prasknutie. Tento spôsob poruchy je identifikovateľný poréznou sivou povrchovou textúrou na vložke a je potvrdený chemickou analýzou podzemnej vody. Karbidy viazané na báze niklu alebo niklu a chrómu ponúkajú výrazne lepšiu odolnosť proti korózii v kyslých podmienkach a mali by byť špecifikované, ak je známym alebo predpokladaným rizikom vylúhovanie spojiva.
Postupy inštalácie, kontroly a výmeny
Výkonnosť vložiek z karbidu volfrámu v prevádzke je výrazne ovplyvnená kvalitou inštalácie, frekvenciou a prísnosťou kontrol počas razenia tunelov a kritériami používanými na spustenie výmeny. Nedostatočná prax v ktorejkoľvek z týchto oblastí znižuje životnosť doštičiek a zvyšuje náklady na nástroj na meter bez ohľadu na to, ako dobre je špecifikovaná trieda karbidu.
Požiadavky na inštaláciu
Tlačné gombíkové vložky musia byť inštalované so správnym presahom medzi stopkou vložky a pripraveným sedlom v tele nástroja. Príliš malé zasahovanie umožňuje doštičke otáčať sa alebo uvoľňovať pod reznými silami, čo urýchľuje opotrebovanie a prípadne vedie k strate doštičky; priveľké interferencie generujú ťahové napätie v karbidovom drieku pri inštalácii, čo môže iniciovať praskliny, ktoré sa pri prevádzke šíria až do prasknutia. Výrobcovia špecifikujú požadované uloženie s presahom pre každý priemer vložky a kombináciu materiálu tela – tieto špecifikácie by sa mali presne dodržiavať, pričom rozmery sedadla by sa mali pred inštaláciou overiť meraním meracieho prístroja. Spájkované doštičky vyžadujú správny výber spájkovacej zliatiny, aplikáciu taviva a kontrolu hrúbky spájkovaného spoja, aby sa dosiahla pevnosť spoja potrebná na odolávanie rezným silám bez praskania karbidu v blízkosti rozhrania spájkovania.
Protokoly inšpekcie počas prevádzky
Intervaly kontroly reznej hlavy TBM sa líšia v závislosti od podmienok pôdy a požiadaviek projektu, ale zvyčajne sa vyskytujú každých 300 až 600 metrov postupu v stredne tvrdej zemi a častejšie vo vysoko abrazívnych formáciách. Počas každej kontroly by sa mala každá poloha doštičky vizuálne skontrolovať z hľadiska režimov opotrebovania popísaných vyššie a hĺbka opotrebovania doštičky by sa mala merať na reprezentatívnych miestach pomocou hĺbkomeru. Vložte mapy opotrebenia – zaznamenávajúce opotrebovanie v každej polohe na reznej hlave počas po sebe idúcich kontrolných intervalov – umožňujú identifikáciu polôh s anomálne vysokou mierou opotrebovania, ktoré môžu naznačovať lokalizované zmeny formovania, problémy s prívodom chladiacej vody alebo nevyváženosť rotácie reznej hlavy vyžadujúcu vyšetrenie.
Kritériá nahradenia
Doštičky by sa mali vymeniť skôr, ako sa opotrebujú do bodu, keď sa oceľové telo nástroja začne dotýkať skalnej steny – v tomto bode sa telo nástroja rýchlo opotrebuje a náklady na výmenu tela nástroja ďaleko presahujú úsporu vyplývajúcu z maximalizácie doby chodu doštičky. Typické kritériá výmeny gombíkových vložiek špecifikujú maximálny priemer plochého opotrebenia 60–70 % pôvodného priemeru vložky, po prekročení ktorého sa rýchlosť opotrebenia zrýchľuje nelineárne a riziko hrubého zlomu sa výrazne zvyšuje. Pri kotúčových frézach sa opotrebenie krúžku monitoruje meraním zmenšenia priemeru krúžku oproti pôvodnej špecifikácii, pričom výmena sa zvyčajne spustí pri obmedzení opotrebenia 5–10 mm v závislosti od konštrukcie krúžku.
Kľúčové faktory pri získavaní karbidových doštičiek TBM
Obstarávanie vložiek z karbidu volfrámu pre stroje na razenie tunelov zahŕňa technické, obchodné a logistické aspekty, ktoré sú špecifické pre prostredie podzemných stavieb. Dôsledky špecifikácie nesprávneho produktu alebo vypredania zásob počas jazdy sú dostatočne závažné na to, aby sa rozhodnutie o zdroji stalo podstatne dôslednejším ako v prípade väčšiny nákupov priemyselného spotrebného materiálu.
- Vyžiadajte si certifikáciu materiálov a údajové listy akosti. Každý renomovaný dodávateľ karbidových vložiek by mal poskytnúť certifikáty o skúške materiálu, ktoré potvrdzujú tvrdosť (HRA alebo HV30), pevnosť v priečnom pretrhnutí, hustotu a obsah kobaltu pre každú výrobnú dávku. Overte, či dodaná trieda zodpovedá špecifikácii a či je zachovaná konzistencia medzi jednotlivými šaržami – rozdiely v triede medzi šaržami sú známym problémom kvality u niektorých výrobcov pôsobiacich na komoditnom konci trhu.
- Potvrďte rozmerové tolerancie podľa špecifikácií tela nástroja. Tolerancie priemeru stopky doštičky pre aplikácie lisovaného uloženia sú zvyčajne špecifikované v rozsahu ±0,01–0,02 mm. Vyžiadajte si protokoly o rozmerovej kontrole potvrdzujúce, že dodané vložky spĺňajú špecifikované tolerančné pásmo – vložky mimo tolerancie sa nedajú zistiť vizuálne a spôsobia problémy s inštaláciou alebo predčasnú poruchu v prevádzke.
- Udržujte primeranú bezpečnostnú zásobu počas trvania projektu. Pohony TBM v brúsnej pôde rýchlo spotrebúvajú doštičky – spotreba niekoľkých stoviek doštičiek za týždeň nie je nezvyčajná pri vysoko abrazívnych žulových alebo kvarcitových pohonoch. Vytvorte prognózu spotreby založenú na očakávanej abrazivite formovania, plánovanej miere penetrácie a konštrukcii reznej hlavy a veľkosti bezpečnostnej zásoby tak, aby pokryla najmenej štyri až šesť týždňov predpokladanej spotreby na mieste projektu. Prerušenie dodávateľského reťazca počas aktívneho pohonu TBM má priamy a okamžitý vplyv na harmonogram projektu.
- Zvážte skôr celkové náklady na vlastníctvo ako jednotkovú cenu. Tvrdokovová doštička, ktorá stojí o 20 % viac, ale v danej formácii vydrží o 50 % dlhšie, znižuje náklady na nástroj na meter predstihu približne o 25 % a zároveň znižuje náklady na prácu pri kontrolách a výmenných zásahoch. Hodnotenie dodávateľov vložiek na základe údajov o nákladoch na meter výkonu z porovnateľných projektov namiesto samotnej jednotkovej ceny neustále vytvára lepšie výsledky projektu a je to prístup, ktorý používajú skúsení dodávatelia TBM na celom svete.
- Zapojte technickú podporu dodávateľa pre nové alebo náročné formácie. Ak geológia projektu zahŕňa útvary mimo štandardných kategórií tvrdých hornín alebo mäkkých podloží – vysoko rozbité horniny, chemicky agresívne podzemné vody, extrémna abrazivita alebo zmiešané čelo s veľkými balvanmi – pracujte s technickým tímom dodávateľa vložky na vývoji a overení špecifikácie vložky pred začatím pohonu. Náklady na predprojektovú technickú kontrolu sú zanedbateľné v porovnaní s nákladmi na odhalenie neadekvátnej špecifikácie v dôsledku predčasného zlyhania vložky počas živej jazdy.
Naše produkty //
Súvisiace produkty