EN
Raznice z karbidu volfrámu: výhody materiálu, úvahy o dizajne a maximalizácia životnosti nástroja
Správy z priemyslu-Prečo je karbid volfrámu najlepším materiálom pre lisovacie matrice
Raziace matrice z karbidu volfrámu sa stali priemyselným štandardom pre veľkoobjemové tvárnenie kovov, vysekávanie, dierovanie a progresívne lisovacie operácie, kde sú dlhovekosť nástroja, rozmerová konzistencia a odolnosť voči abrazívnemu opotrebovaniu nespornými požiadavkami. Výnimočná tvrdosť materiálu – zvyčajne v rozsahu od 85 do 93 HRA (Rockwell A) v závislosti od triedy a obsahu spojiva – je hlavným dôvodom, prečo karbidové lisovnice prevyšujú bežné alternatívy nástrojovej ocele 10 až 50-krát v náročných výrobných prostrediach. Táto mimoriadna tvrdosť pochádza z kryštálovej štruktúry častíc karbidu volfrámu (WC), ktoré sú na Mohsovej stupnici na druhom mieste za diamantom, ktoré sú navzájom spojené v kovovej kobaltovej alebo niklovej matrici prostredníctvom procesu spekania v kvapalnej fáze.
Okrem surovej tvrdosti, lisovacie raznice z karbidu volfrámu ponúkajú kombináciu vlastností, ktoré žiadny alternatívny materiál nedokáže napodobniť. Pevnosť slinutého karbidu v tlaku presahuje 4 000 MPa – zhruba štvornásobok oproti nástrojovej oceli D2 – čo umožňuje, aby karbidové matrice odolali extrémnym kontaktným napätiam vznikajúcim pri vysokorýchlostnom lisovaní tvrdých materiálov, ako je nehrdzavejúca oceľ, plechy z elektrotechnickej ocele, zliatiny medi a pásy z tvrdenej pružinovej ocele. Nízky koeficient tepelnej rozťažnosti materiálu a vysoká tepelná vodivosť zachovávajú rozmerovú stabilitu pri cyklickom zahrievaní generovanom pri kontinuálnych vysokorýchlostných lisovacích operáciách, čím bránia praskaniu tepelnou únavou, ktoré progresívne degraduje nástroje z nástrojovej ocele pri zvýšených rýchlostiach zdvihu.
Kľúčové materiálové vlastnosti karbidu volfrámu pre aplikácie v zápustkách
Výkon raznice z karbidu volfrámu pri výrobe je priamo určený špecifickou triedou zvoleného slinutého karbidu. Typy karbidov sa vyrábajú zmenou veľkosti zŕn karbidu volfrámu, typu a percenta kovového spojiva a pridaním sekundárnych karbidov, ako je karbid titánu (TiC), karbid tantalu (TaC) alebo karbid chrómu (Cr3C2). Každá z týchto premenných vytvára inú rovnováhu medzi tvrdosťou, húževnatosťou, odolnosťou proti opotrebovaniu a odolnosťou proti korózii.
Tvrdosť a odolnosť proti opotrebeniu
Tvrdosť je vlastnosť, ktorá je najviac priamo spojená s odolnosťou proti opotrebeniu pri aplikáciách matrice z karbidu volfrámu. Keď obsah kobaltového spojiva klesá z 25 % hmotn. na 3 % hmotn., tvrdosť sa postupne zvyšuje z približne 85 HRA na 93 HRA. Jemné a ultrajemné WC zrná – pod 1 mikrón – ďalej zvyšujú tvrdosť znížením strednej voľnej dráhy medzi časticami tvrdého karbidu, čo zvyšuje odolnosť proti mikrooteru na rezných hranách a polomeroch tvarovania. Pre lisovacie nástroje pracujúce na vysoko abrazívnych materiáloch, ako je kremíková oceľ, nehrdzavejúca oceľ valcovaná za studena alebo výlisky z práškového kovu, poskytujú ultrajemnozrnné triedy so 6–10 % hmotn. kobaltu optimálnu kombináciu vysokej tvrdosti a primeranej lomovej húževnatosti, aby odolali vylamovaniu počas lisovania.
Húževnatosť proti lomu a odolnosť proti nárazu
Lomová húževnatosť (K₁c) meria odolnosť materiálu voči šíreniu trhlín pri náraze alebo nárazovom zaťažení – vlastnosť, ktorá určuje, či sa matrica rozštiepi, praskne alebo sa katastroficky zlomí, keď je vystavená náhlemu preťaženiu, chybnému podávaniu lisu alebo dvojitému úderu. Húževnatosť karbidu volfrámu sa zvyšuje s obsahom kobaltu, v rozmedzí od približne 8 MPa·m½ pri 6 % hm. Co do viac ako 15 MPa·m½ pri 20–25 % hm. katastrofálny lom, a to aj za cenu určitej odolnosti voči opotrebovaniu. Správny výber triedy vyvažuje konkurenčné požiadavky na tvrdosť a húževnatosť na základe špecifického profilu namáhania aplikácie.
Pevnosť v tlaku a modul pružnosti
Modul pružnosti karbidu volfrámu – približne 550 – 650 GPa v závislosti od kvality – je zhruba trikrát vyšší ako modul nástrojovej ocele. Táto extrémna tuhosť znamená, že lisovacie matrice z tvrdokovu sa pri zaťažení lisom vychyľujú oveľa menej ako ekvivalentné nástroje z nástrojovej ocele, čo sa priamo premieta do užších tolerancií dielov, konzistentnejších rozmerov jednotlivých prvkov pri progresívnych lisovacích nástrojoch a znížených variácií spätného pruženia pri tvárniacich operáciách. Vysoká pevnosť v tlaku zabraňuje deformácii povrchu matrice a vtlačeniu pri opakovanom vysokotlakovom kontakte, čo je primárny mechanizmus rozmerového driftu v nástrojových oceľových nástrojoch pracujúcich na tvrdých pásových materiáloch.
Sprievodca výberom raznice z karbidu volfrámu
Výber správnej triedy karbidu pre aplikáciu lisovacej formy si vyžaduje prispôsobenie vlastností materiálu špecifickej kombinácii materiálu obrobku, rýchlosti lisu, geometrie lisovnice a očakávaného objemu výroby. Nasledujúca tabuľka sumarizuje najbežnejšie používané kategórie karbidov pre aplikácie lisovacích nástrojov a ich optimálne prípady použitia.
| Kategória stupňa | Pomocné spojivo (%) | Tvrdosť (HRA) | Veľkosť zrna | Najlepšia aplikácia |
| Vysoká tvrdosť / nízka Co | 3 – 6 % | 91-93 | Ultrajemné (<0,5 µm) | Jemné strihanie, presné prepichovanie tenkého tvrdého pásika |
| Všeobecný účel | 8 – 12 % | 88–91 | Jemné (0,5 – 1,5 µm) | Progresívne razidlá, elektrické laminovanie dierovanie |
| Stredná húževnatosť | 13 – 16 % | 86–88 | Stredná (1,5 – 3 µm) | Blankovanie stredne hrubej nehrdzavejúcej ocele a zliatin medi |
| Vysoká húževnatosť | 18 – 25 % | 83–86 | Hrubé (3–6 µm) | Ťažké vysekávanie, tvarovacie nástroje s vysokým rázovým zaťažením |
| Ni-viazané / odolné voči korózii | 6 až 12 % Ni | 87–90 | Jemná – stredná | Lisovanie korozívnych materiálov, komponentov zdravotníckych pomôcok |
Karbidové triedy s niklom si zaslúžia osobitnú zmienku pri aplikáciách zahŕňajúcich lisovanie korozívnych pásových materiálov alebo tam, kde sú komponenty lisovníc vystavené agresívnym mazivám a chladiacim kvapalinám. Kobaltové spojivo je náchylné na prednostné korozívne napadnutie v kyslom prostredí, ktoré degraduje spojivovú fázu a spôsobuje zrýchlené zdrsnenie povrchu. Razidlá z karbidu volfrámu s niklom ponúkajú ekvivalentnú tvrdosť a húževnatosť ako kobaltové triedy a zároveň poskytujú výrazne lepšiu odolnosť proti korózii v týchto prostrediach, čo z nich robí preferovanú voľbu pre lisovanie zdravotníckych pomôcok a výrobu elektronických konektorov, kde sú prísne normy na čistotu procesu.
Typy lisovacích nástrojov z karbidu volfrámu a ich konštrukcia
Karbid volfrámu sa používa pri konštrukcii lisovacích nástrojov v niekoľkých odlišných formách, z ktorých každá je vhodná pre rôzne výrobné meradlá, geometrie dielov a ekonomické úvahy. Pochopenie dostupných konštrukčných možností umožňuje výrobcom nástrojov a výrobným inžinierom optimalizovať počiatočné náklady na nástroje a celkové náklady na diel počas výrobného cyklu.
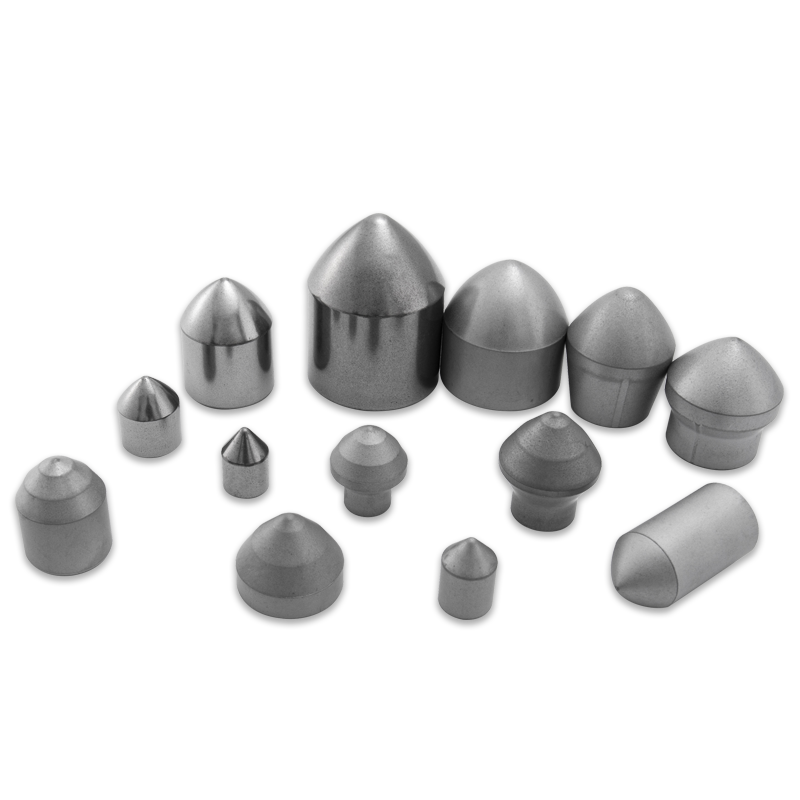
Pevné karbidové razidlá
Pevné lisovacie nástroje z karbidu volfrámu sú vyrobené výhradne z jedného kusu spekaného karbidu. Táto konštrukcia je štandardná pre razníky s malým priemerom pod približne 25 mm, malé zárezy, dierovacie vložky a presné razníky, kde kompaktná geometria umožňuje, aby bol karbid plne podopretý proti namáhaniu v ohybe a ťahu. Pevné karbidové razníky na lisovanie koncoviek konektorov, výrobu olovených rámov a výrobu elektrických kontaktov bežne dosahujú životnosť presahujúcu 50 až 100 miliónov zdvihov na tenkých medených a mosadzných pásikových materiáloch. Primárnym obmedzením konštrukcie z monolitického karbidu je krehkosť pri zaťažení ohybom – monolitné karbidové razníky s vysokým pomerom strán (pomer dĺžky k priemeru nad 5:1) sú náchylné na bočné vybočenie a vyžadujú presné vodiace puzdrá a minimálnu vôľu medzi razníkom a vodidlom, aby zostali v bezpečných medziach napätia.
Konštrukcia matrice s vloženým karbidom a zmršťovaním
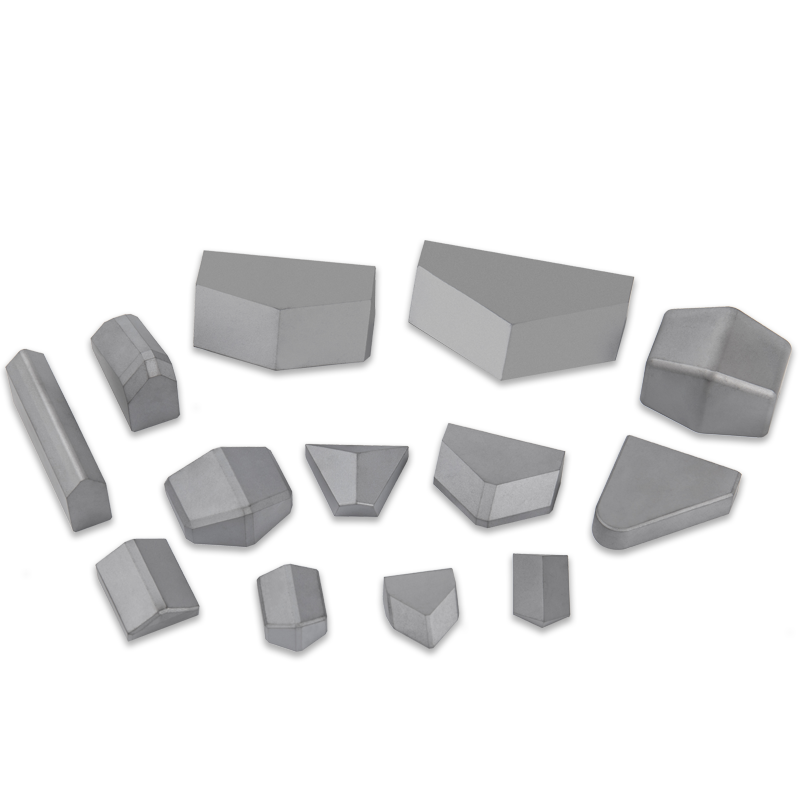
Pre väčšie súčiastky lisovacích nástrojov – záslepky, gombíky, tvarovacie vložky a ťažné krúžky – sa konštrukcia z masívneho karbidu stáva neúmerne drahou a nepraktickou na výrobu a manipuláciu. Priemyselným štandardným riešením je nalisovanie alebo nasadenie karbidovej vložky do oceľového držiaka, ktorý poskytuje štrukturálnu podporu, tlmenie nárazov a mechanické rozhranie pre montáž matrice. Presahové uloženie medzi karbidovou doštičkou a oceľovým držiakom vystavuje karbid zvyškovému tlakovému napätiu, čím sa dramaticky zlepšuje jeho odolnosť voči praskaniu v ťahu počas lisovania. Typické hodnoty interferencií pre inštalácie tvrdokovových lisovacích gombíkov sú v rozsahu od 0,001 do 0,003 palca na palec vonkajšieho priemeru karbidu. Nesprávne uloženie s presahom – buď nedostatočné (umožňujúce trenie a migráciu) alebo nadmerné (spôsobujúce praskanie obručovým napätím počas montáže) – je jednou z najčastejších príčin predčasného zlyhania karbidovej matrice vo výrobe.
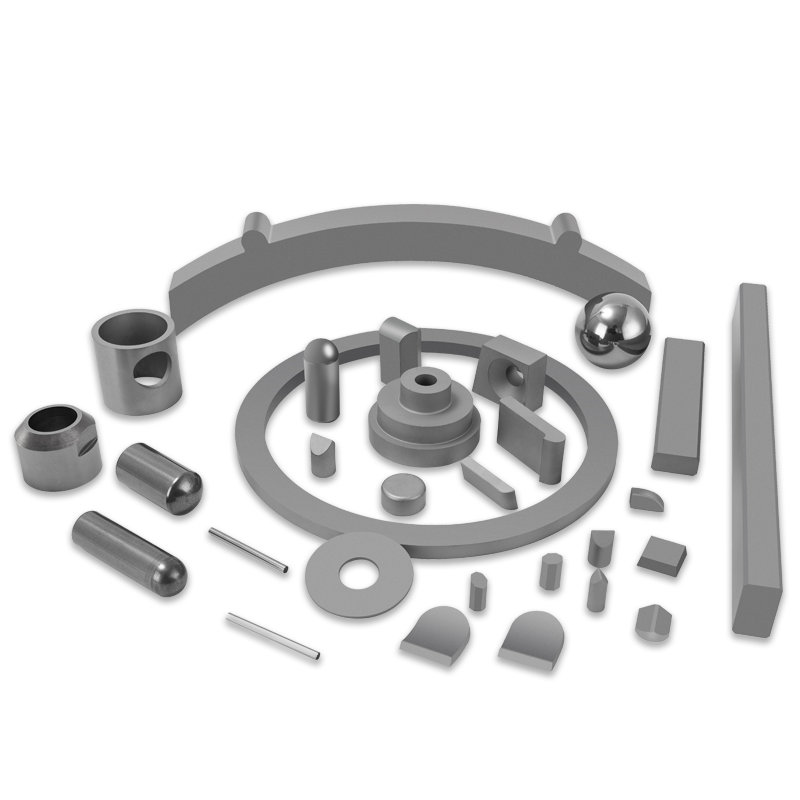
Segmentované karbidové progresívne matrice
Komplexné progresívne raziace lisovnice, ktoré vykonávajú viacnásobné vysekávanie, prepichovanie, ohýbanie a tvarovanie v jednom postupe pásu, sú často konštruované so segmentovanými karbidovými vložkami namontovanými v presných oceľových lisovacích pätkách. Každá stanica v progresívnej matrici obsahuje vyhradený karbidový razník a vložky matrice optimalizované pre špecifickú prevádzku danej stanice a podmienky kontaktu materiálu obrobku. Tento segmentovaný prístup umožňuje výmenu jednotlivých opotrebovaných alebo poškodených karbidových staníc bez zošrotovania celej zostavy matrice a umožňuje použitie rôznych karbidových tried na rôznych staniciach na základe špecifického profilu napätia každej stanice. Veľkoobjemové progresívne lisovacie nástroje na lisovanie laminovania elektrických motorov, automobilové konektorové terminály a výrobu olovených rámov IC predstavujú najsofistikovanejšie príklady konštrukcie progresívnych lisovníc z karbidu, pričom niektoré nástroje dosahujú kumulatívne výrobné série presahujúce jednu miliardu dielov pred rozsiahlou prestavbou.

Výroba a brúsenie lisovacích nástrojov z karbidu volfrámu
Výroba lisovacích nástrojov z karbidu volfrámu si vyžaduje špecializované vybavenie, nástroje a znalosti procesu, ktoré sa zásadne líšia od výroby konvenčných nástrojov z nástrojovej ocele. Extrémna tvrdosť karbidu znemožňuje konvenčné obrábanie — všetky úbery materiálu sa musia vykonávať pomocou diamantových brusív alebo elektroerozívneho obrábania (EDM) a výber parametrov procesu priamo určuje konečný výkon nástroja.
Diamantové brúsenie karbidových zápustkových profilov
Brúsenie diamantovým kotúčom je primárnou výrobnou metódou na výrobu plochých povrchov, valcových profilov a uhlových prvkov komponentov lisovacích nástrojov z karbidu volfrámu. Diamantové kotúče viazané živicou, vitrifikované a kovom spájané sa vyberajú na základe brúseného karbidu a požadovanej povrchovej úpravy. Kritické parametre procesu – rýchlosť kotúča, rýchlosť posuvu obrobku, hĺbka rezu na jeden prechod a prietok chladiacej kvapaliny – musia byť starostlivo kontrolované, aby sa zabránilo tepelnému poškodeniu povrchu karbidu, ktoré sa prejavuje ako mikrotrhlinky, zvyškové ťahové napätie alebo transformácia povrchovej fázy. Povrchové brúsenie karbidových zápustkových dosiek vyžaduje nanášanie záplavového chladiva, ostré orovnávanie diamantového kotúča a ľahké dokončovacie prechody pod hĺbkou rezu 0,005 mm, aby sa dosiahla kvalita povrchovej úpravy (Ra pod 0,2 µm) a tolerancia rovinnosti vyžadovaná pre presné vôle zárezov.
Drôtový EDM pre komplexné geometrie karbidovej matrice
Drôtové elektrické výbojové obrábanie (drôtové EDM) sa stalo dominantnou metódou na rezanie zložitých dvojrozmerných profilov v doskách z karbidu volfrámu, vrátane nepravidelných obrysov zaslepovania, progresívnych otvorov v matrici a precíznych dutín v matrici. Wire EDM odstraňuje materiál riadenou iskrou pomocou kontinuálne podávanej mosadznej alebo pozinkovanej drôtovej elektródy, vďaka čomu je úplne nezávislý od tvrdosti obrobku. Moderné päťosové drôtové EDM systémy môžu rezať komponenty z tvrdokovu na rozmerové tolerancie v rozmedzí ±0,002 mm a dosiahnuť povrchovú úpravu pod Ra 0,3 µm po sekvenciách jemného dokončovania rezov. Kritickým faktorom pri EDM drôte z karbidu je pretavená vrstva – tenká zóna znovu stuhnutého materiálu hlboká približne 2–10 µm, ktorá obsahuje zvyškové ťahové napätia a mikrotrhliny. Viacnásobné rezy s klesajúcim nastavením energie postupne odstraňujú pretavenú vrstvu z predchádzajúcich rezov a konečná kvalita povrchu EDM sa musí overiť, aby sa zabezpečilo, že na povrchoch reznej hrany nezostanú žiadne zvyšky pretavenia, ktoré by slúžili ako miesta iniciácie trhlín vo výrobe.
Lapovanie a leštenie pre kritické povrchy razníc
Po operáciách brúsenia a EDM sú rezné hrany, tvarovacie polomery a vôľové plochy lisovacích nástrojov z karbidu volfrámu zvyčajne dokončené diamantovým lapovaním alebo leštením, aby sa odstránili akékoľvek zvyškové poškodenia spôsobené obrábaním a dosiahla sa konečná špecifikácia kvality povrchu. Ručné lapovanie diamantovou pastou na lapovaných platniach z tvrdenej ocele alebo liatiny – s použitím postupne jemnejších tried od 15 µm do 1 µm alebo menej – odstraňuje nerovnosti povrchu a vytvára konzistentnú geometriu hrán, ktorá je rozhodujúca pre kvalitu rezu a životnosť lisovnice. Pre vysoko presné presné strihanie karbidových a mincových matríc sa vyžaduje konečná povrchová úprava pod Ra 0,05 µm na formovacích plochách, aby sa dosiahli špecifikácie kvality povrchu dielu a minimalizovala sa adhézia materiálu počas lisovania.
Optimalizácia vôle, mazania a nastavenia lisu pre karbidové raziace matrice
Dokonca aj najkvalitnejšia lisovacia matrica z karbidu volfrámu predčasne zlyhá, ak bude spustená s nesprávnou vôľou od razidla k matrici, nedostatočným mazaním alebo nesprávnym nastavením lisu. Tieto prevádzkové parametre majú predimenzovaný vplyv na životnosť nástroja, kvalitu dielu a riziko katastrofálneho lomu karbidu počas výroby.
Vôľa od raznice po zápustku pre nástroje z karbidu
Optimálna vôľa od razníka k matrici pre rezacie a prepichovacie matrice z karbidu volfrámu je vo všeobecnosti užšia ako ekvivalentné nástroje z nástrojovej ocele – zvyčajne 3 až 8 percent hrúbky materiálu na stranu pre väčšinu kovov, v porovnaní s 8 až 12 percentami pre nástroje z nástrojovej ocele. Väčšia odolnosť karbidu proti opotrebeniu a rozmerová stálosť umožňujú užšie vôle a vytvárajú čistejšie rezané povrchy s menším prevalením, hĺbkou leštenia a uhlom zóny lomu. Príliš malá vôľa však sústreďuje rezné sily na rezné hrany z tvrdokovu, čím sa urýchľuje vylamovanie hrán a zvyšuje sa riziko prasknutia lisovníka alebo matrice. Optimalizácia vôle by sa mala overiť preskúmaním kvality reznej hrany pomocou kalibrovaného optického komparátora alebo rastrovacieho elektrónového mikroskopu, aby sa potvrdil požadovaný uhol zóny zlomu a výška otrepu predtým, ako sa zapojí do výroby.
Požiadavky na mazanie
Správne mazanie je rozhodujúce pre maximalizáciu životnosti karbidových lisovacích nástrojov znížením trenia na rozhraní lisovníka a materiálu, zabránením naberania materiálu (zadieraniu) na povrchoch lisovnice a riadením teploty lisovnice počas vysokorýchlostnej prevádzky. Pre väčšinu operácií progresívneho lisovania z tvrdokovu na oceľ a pás z nehrdzavejúcej ocele poskytuje adekvátne mazanie sírový alebo chlórovaný vysokotlakový lisovací olej s nízkou viskozitou aplikovaný valcovým nanášacím zariadením alebo striekacím systémom pri kontrolovanej hmotnosti filmu 0,5 až 2,0 g/m². Na medených a mosadzných pásikoch sú potrebné nechlórované formulácie, aby sa zabránilo koróznym škvrnám. Mazivá so suchým filmom – vrátane disulfidu molybdénového a povlakov PTFE nanesených na pás – sa používajú v aplikáciách, kde je kontaminácia lisovaných dielov olejom neprijateľná, ako je napríklad elektrický kontakt a výroba zdravotníckych pomôcok.
Tlačové požiadavky na ochranu karbidovej matrice
Krehkosť karbidu volfrámu pri namáhaní v ťahu a ohybe znamená, že lisovacie matrice z karbidu sú vysoko citlivé na nesúosovosť lisu, chyby rovnobežnosti posuvu a excentrické zaťaženie, ktoré by tolerovali nástroje z nástrojovej ocele. Prevádzka karbidových zápustiek v opotrebovanom alebo nesprávne nastavenom lise je jedným z najrýchlejších spôsobov, ako spôsobiť predčasné zlyhanie zápustky. Lis používaný na karbidové nástroje by mal vykazovať rovnobežnosť medzi posuvom a lôžkom v rozsahu 0,010 mm po celej ploche matrice a hydraulickú ochranu proti preťaženiu nastavenú na 110–120 percent vypočítanej reznej sily, aby sa zastavil pohyb lisu v prípade nesprávneho podávania alebo dvojitého úderu pred tým, než dôjde ku katastrofálnemu poškodeniu matrice. Snímače ochrany zápustiek s rýchlym odpojením – monitorovanie posuvu pásu, vyhadzovania súčiastky a vychýlenia ochranného kolíka zápustky – sú štandardným vybavením na linkách s progresívnymi karbidovými zápustkami a rýchlo sa vyplácajú vďaka prevencii jediného katastrofického zlomu karbidu.
Údržba, ostrenie a renovácia karbidových lisovacích nástrojov
Jednou z významných ekonomických výhod lisovacích nástrojov z karbidu volfrámu oproti nástrojovej oceli je schopnosť repasovať opotrebované nástroje precíznym prebrúsením rezných plôch, obnovením ostrých rezných hrán a správnou geometriou vôle. Dobre udržiavaná karbidová matrica môže byť typicky prebrúsená 20 až 50-krát predtým, ako akumulovaný úber materiálu zníži matricu pod špecifikácie minimálnej výšky, čím poskytuje celkovú životnosť mnohonásobne dlhšiu ako počiatočná životnosť nástroja medzi brúsením.
- Monitorovanie indikátorov opotrebovania: Zaveďte protokoly monitorovania výroby, ktoré sledujú výšku otrepu na lisovaných dieloch, hĺbku prevrátenia reznej hrany a údaje o trende tonáže lisu ako indikátory progresívneho opotrebovania lisovnice. Spustenie prebrúsenia pri prvom náznaku vývoja ostrapov – namiesto toho, aby prebiehalo, kým kvalita dielu nezodpovedá špecifikácii – minimalizuje úber materiálu potrebný na jeden cyklus prebrúsenia a maximalizuje celkový počet cyklov prebrúsenia, ktoré sú k dispozícii predtým, ako matrica dosiahne výšku odpadu.
- Povrchové brúsenie pre prebrúsenie: Karbidové čelné brúsenie sa vykonáva na presnej povrchovej brúske pomocou diamantového hrncového kotúča spájaného živicou alebo segmentového diamantového čelného kotúča. Minimálny úber materiálu na prebrúsenie by mal byť dostatočný na to, aby prerazil celú zónu ovplyvnenú opotrebovaním – zvyčajne 0,05 až 0,15 mm na čelo – aby sa obnažil čerstvý, nepoškodený karbid s ostrými reznými hranami.
- Honovanie hrán po prebrúsení: Čerstvo brúsené tvrdokovové rezné hrany obsahujú frézy na mikroštípanie a brúsenie, ktoré znižujú počiatočnú životnosť nástroja, ak sa to nerieši pred vrátením nástroja do výroby. Ľahké kontrolované brúsenie hrán s použitím jemného diamantu alebo kameňa z nitridu bóru – odstránenie iba 0,005 až 0,020 mm materiálu hrany pod stálym uhlom – posilňuje geometriu reznej hrany a výrazne zlepšuje životnosť nástroja pri prvom zásahu po prebrúsení.
- Kontrola po každom prebrúsení: Po každom cykle prebrúsenia skontrolujte všetky karbidové súčiastky pod zväčšením (minimálne 10-násobná lupa, ideálne pod mikroskopom výrobcu nástrojov), či neobsahujú mikrotrhlinky, odlamovanie hrán a nepravidelnosti povrchu pred opätovnou inštaláciou do súpravy nástrojov. Trhliny v komponentoch karbidovej matrice sa budú rýchlo šíriť pri zaťažení výroby a spôsobia katastrofické zlyhanie – ich identifikácia pri kontrole zabráni poškodeniu lisu a neplánovaným prestojom.
- Pretieranie pre predĺženú životnosť: Povlaky s fyzikálnou depozíciou z plynnej fázy (PVD) – najmä TiN, TiCN, TiAlN a DLC (diamantový uhlík) – aplikované na karbidové raziace povrchy po brúsení, môžu na abrazívnych materiáloch obrobku predĺžiť intervaly medzi prebrúseniami 2 až 4-krát. Povlaky DLC sú obzvlášť účinné pri lisovaní medi a hliníka, kde je primárnym mechanizmom opotrebovania priľnavosť materiálu k povrchu matrice.
Lisovacie matrice z karbidu volfrámu a nástrojovej ocele: Priame porovnanie
Rozhodnutie medzi karbidom volfrámu a nástrojovou oceľou pre aplikáciu lisovacej formy zahŕňa vyváženie počiatočných investícií do nástrojov a celkových nákladov na vlastníctvo počas výrobného cyklu. Nasledujúce porovnanie poskytuje praktický rámec pre toto rozhodnutie v najrelevantnejších výkonových a ekonomických dimenziách.
| Parameter | Forma z karbidu volfrámu | Zápustka z nástrojovej ocele (D2 / M2) |
| Tvrdosť | 85–93 HRA (≈1400–1800 HV) | 58–65 HRC (≈650–830 HV) |
| Typická životnosť nástroja | 5 – 50 miliónov úderov (v závislosti od aplikácie) | 100 000 – 1 milión úderov |
| Počiatočné náklady na nástroje | 3–8× vyššia ako nástrojová oceľ | Základná línia |
| Cena za diel (veľký objem) | Výrazne nižšie | Vyššie kvôli častej výmene |
| Rozmerová stabilita | Vynikajúci (vysoký modul) | Dobrý (nižší modul) |
| Odolnosť voči nárazom / otrasom | Stredná (krehká – v závislosti od triedy) | Dobré – vynikajúce |
| Obrobiteľnosť / Opraviteľnosť | Náročné (iba diamant / EDM) | Dobré (konvenčné obrábanie) |
| Najlepšie pre | Veľkoobjemové, abrazívne materiály, úzke tolerancie | Prototypy, malý objem, zložité 3D tvarovanie |
Ekonomický prechodový bod – objem výroby, nad ktorým nižšie náklady karbidu na diel kompenzujú jeho vyššiu počiatočnú investíciu do nástrojov – sa zvyčajne pohybuje medzi 500 000 a 2 miliónmi dielov v závislosti od zložitosti nástroja, tvrdosti materiálu obrobku a intervalu prebrúsenia, ktorý je možné dosiahnuť s každým materiálom. Pri akomkoľvek lisovacom programe, u ktorého sa očakáva, že presiahne 2 milióny dielov, analýza celkových nákladov na vlastníctvo takmer všeobecne uprednostňuje konštrukciu lisovacích nástrojov z karbidu volfrámu pred alternatívami z nástrojovej ocele.
Naše produkty //
Súvisiace produkty