EN
Všetko, čo by ste mali vedieť o lisovaní z karbidu volfrámu, pred kúpou
Správy z priemyslu-Čo je lisovacia matrica z karbidu volfrámu a ako funguje?
Lisovacia matrica z karbidu volfrámu je precízny nástrojový komponent používaný pri operáciách lisovania kovov na rezanie, tvarovanie, prepichovanie, ohýbanie alebo razenie plechu a iných materiálov do špecifických tvarov. Matrica je vyrobená z karbidu volfrámu - kompozitného materiálu pozostávajúceho z atómov volfrámu a uhlíka spekaných spolu s kovovým spojivom, najčastejšie kobaltom - čo mu dáva mimoriadnu kombináciu tvrdosti, odolnosti proti opotrebovaniu a pevnosti v tlaku, ktorým sa konvenčná nástrojová oceľ jednoducho nevyrovná.
V typickom usporiadaní lisovacieho lisu sa súprava lisovníc z karbidu volfrámu skladá z dvoch hlavných komponentov: lisovníka (ktorý aplikuje silu) a bloku lisovnice (ktorý poskytuje tvarovanú dutinu alebo reznú hranu). Ako lis cykluje, razník vháňa materiál do alebo cez matricu, aby vytvoril požadovaný prvok - otvor, obrys, vytvarovanú prírubu alebo vyrezanú časť. Pretože nástroje z karbidu volfrámu si zachovávajú svoju geometriu hrán v miliónoch cyklov bez výrazného opotrebenia, sú preferovanou voľbou pre vysokoobjemové lisovacie aplikácie s vysokou toleranciou v rôznych odvetviach od automobilového priemyslu až po elektroniku.
Prečo karbid volfrámu prekonáva nástrojovú oceľ v lisovacích nástrojoch
Rozhodnutie použiť a lisovacia matrica z karbidu volfrámu v porovnaní s konvenčnou nástrojovou oceľou D2, M2 alebo H13 prichádza na jeden základný faktor: celkové náklady na diel počas životnosti nástroja. Zatiaľ čo matrice z tvrdokovu prinášajú výrazne vyššie počiatočné náklady, ich výkonnostné charakteristiky sa premietajú do nižších nákladov na kus v meradle. Tu je dôvod, prečo je rozdiel medzi materiálmi taký dramatický:
- Extrémna tvrdosť: Karbid volfrámu zvyčajne dosahuje tvrdosť 85 – 93 HRA (Rockwellova stupnica A), v porovnaní s tvrdosťou 60 – 65 HRC pre kalené nástrojové ocele. To znamená, že rezné hrany a tvarovacie plochy odolávajú deformácii pri opakovanom nárazovom zaťažení oveľa efektívnejšie.
- Vynikajúca odolnosť proti opotrebovaniu: Karbidové matrice vydržia 5 až 50-krát dlhšie ako ekvivalentné oceľové matrice v závislosti od aplikácie, lisovaného materiálu a geometrie matrice. Pri veľkoobjemovom progresívnom lisovaní abrazívnych materiálov je táto predĺžená životnosť primárnym ekonomickým odôvodnením tvrdokovových nástrojov.
- Rozmerová stabilita: Na rozdiel od oceľových lisovníc, ktoré sa môžu vychýliť alebo deformovať pri trvalej tonáži lisu, si karbid volfrámu zachováva svoj tvar s minimálnou elastickou deformáciou a vytvára konzistentnejšie rozmery dielov pri veľmi veľkých výrobných sériách.
- Teplotná odolnosť: Karbid si zachováva svoju tvrdosť pri zvýšených teplotách lepšie ako oceľ, čo je dôležité pri vysokorýchlostnom lisovaní, kde trenie vytvára značné teplo na rozhraní matrice.
- Nízky koeficient trenia: Hladký, hustý povrch lešteného karbidu znižuje zadieranie a priľnavosť medzi matricou a lisovaným materiálom, najmä pri práci s nehrdzavejúcou oceľou, hliníkom alebo potiahnutými plechmi.
Kompromisom je krehkosť. Karbid volfrámu má výrazne nižšiu húževnatosť ako oceľ, čo znamená, že je náchylnejší na praskanie v dôsledku nárazového zaťaženia, bočných síl alebo nesprávneho zarovnania lisu. Vďaka tomu je konštrukcia matrice, nastavenie lisu a postupy údržby kritickejšie pri práci s nástrojmi z tvrdokovu ako s alternatívami ocele.
Karbid volfrámu používaný v lisovacích nástrojoch
Nie všetky karbidy volfrámu sú rovnaké. Stupeň tvrdokovu vybraný pre lisovaciu matricu priamo určuje, ako matrica funguje, ako dlho vydrží a na aké spôsoby zlyhania je najzraniteľnejšia. Karbidové triedy sa líšia predovšetkým veľkosťou zŕn a obsahom kobaltového spojiva – dvoch premenných, ktoré vytvárajú priamy kompromis medzi tvrdosťou a húževnatosťou.
Obsah kobaltu a jeho vplyv na výkon
Kobalt je kovové spojivo, ktoré drží zrná karbidu volfrámu pohromade. Vyšší obsah kobaltu (10–25 %) zvyšuje húževnatosť a odolnosť proti nárazu, ale znižuje tvrdosť a odolnosť proti opotrebovaniu. Nižší obsah kobaltu (3–8 %) vytvára tvrdšiu matricu odolnejšiu proti opotrebovaniu, ktorá je tiež krehkejšia. Pri aplikáciách lisovacích nástrojov obsah kobaltu zvyčajne spadá do rozsahu 8–15 % – rovnovážny bod, ktorý poskytuje primeranú húževnatosť pri náraze lisom pri zachovaní odolnosti proti opotrebeniu, ktorá v prvom rade odôvodňuje použitie karbidu. Dierovacie matrice, ktoré sú vystavené vyššiemu rázovému zaťaženiu, majú tendenciu používať vyššiu kvalitu kobaltu, zatiaľ čo matrice na orezávanie a orezávanie pracujúce pri nižších rýchlostiach lisu môžu používať nižšie triedy kobaltu pre maximálnu retenciu hrán.
Veľkosť zrna a kvalita povrchovej úpravy
Veľkosť zŕn karbidu volfrámu sa pohybuje od submikrónových (pod 0,5 µm) po hrubé (nad 3 µm). Jemnozrnné a ultrajemnozrnné karbidy sú tvrdšie a možno ich brúsiť a leštiť na pevnejšie povrchové úpravy – dôležité pre matrice, ktoré vyrábajú presné vyrezané diely s požiadavkami na tesné otrepy alebo jemné tvarovanie. Hrubozrnné karbidy sú tvrdšie a zhovievavejšie pri prerušovanom zaťažení, ale nedokážu dosiahnuť rovnakú úroveň povrchovej úpravy. Väčšina lisovacích nástrojov používa karbid s jemným až stredným zrnom (0,5–1,5 µm) ako optimálnu rovnováhu medzi kvalitou povrchu a odolnosťou proti nárazu.
Bežné druhy karbidov podľa aplikácie
| Karbidová trieda | Obsah Co | Tvrdosť (HRA) | Najlepšie pre |
| YG6 / K10 | 6% | 91,5–92,5 | Strihacie matrice, presné orezávanie |
| YG8 / K20 | 8% | 90,5–91,5 | Všeobecné razenie, strednorýchlostné lisy |
| YG11 / K30 | 11 % | 89,5–90,5 | Progresívne matrice, dierovacie operácie |
| YG15 / K40 | 15 % | 87,0 – 89,0 | Ťažké tvárnenie, hlboké ťahanie |
| Ultrajemné zrno | 8 – 10 % | 92,0–93,5 | Mikrolisovanie, elektronické súčiastky |
Typy lisovacích nástrojov z karbidu volfrámu a ich aplikácie
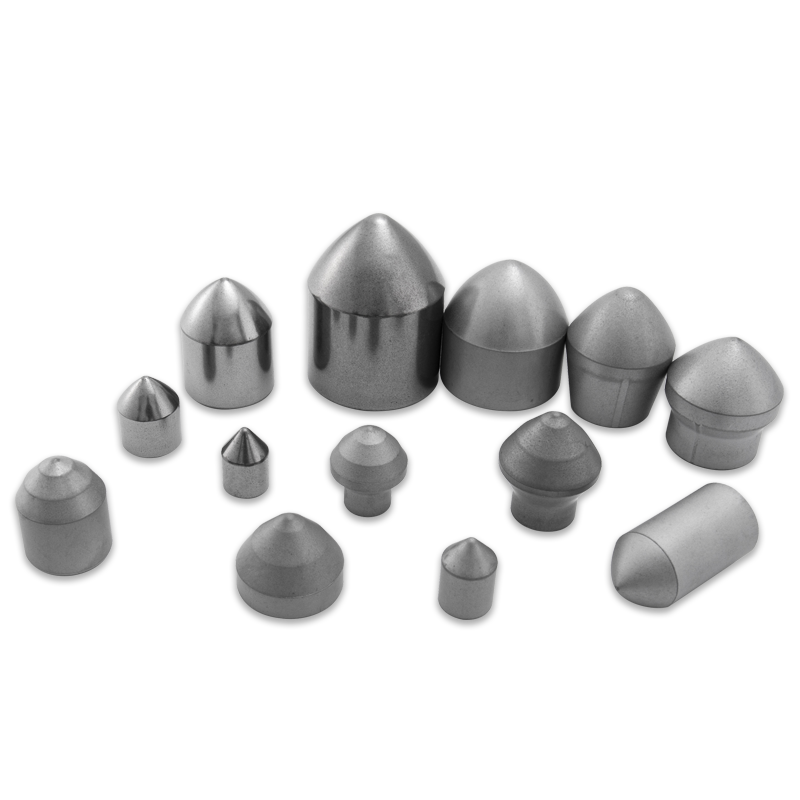
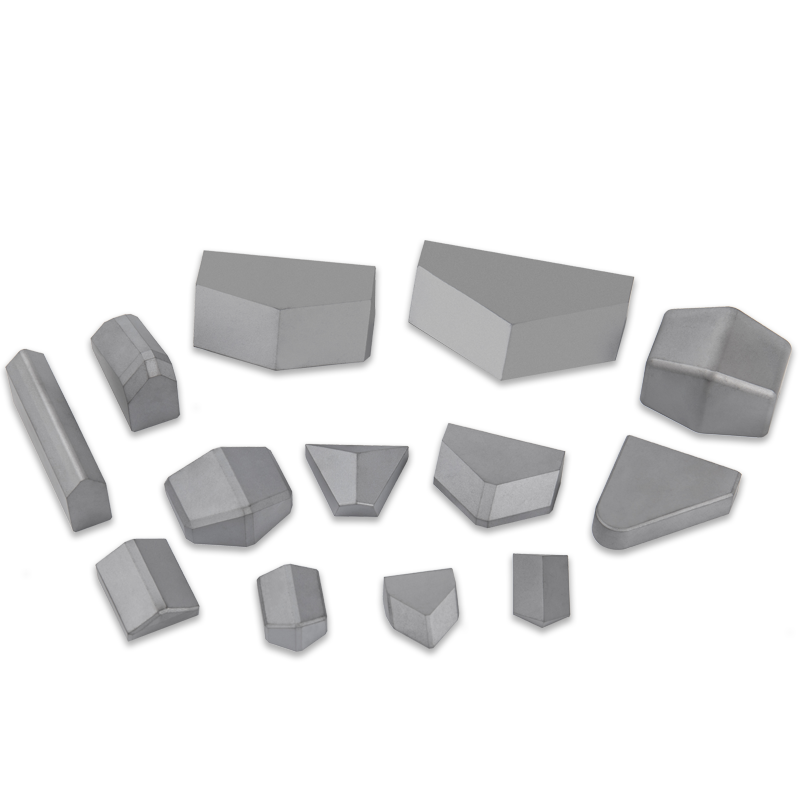
Raziace matrice z karbidu volfrámu sa používajú v širokej škále lisovacích operácií, pričom každá z nich má iné konštrukčné požiadavky a očakávania výkonu. Pochopenie toho, ktorý typ matrice sa vzťahuje na váš proces, vám pomôže určiť správnu triedu karbidu a geometriu.
Karbidové strižné a dierovacie matrice
Vystrihovacie matrice vyrezávajú ploché tvary z plechového materiálu, zatiaľ čo dierovacie matrice vysekávajú otvory cez materiál. Obe operácie vyžadujú extrémne ostré a presné rezné hrany, ktoré si zachovávajú svoju geometriu počas miliónov ťahov. Karbid volfrámu je tu ideálny, pretože jeho tvrdosť zabraňuje zaobleniu hrán a vylamovaniu, ktoré by časom spôsobilo zvýšenie výšky ostrapov – kritický parameter kvality v odvetviach, ako je lisovanie automobilov a výroba elektrických kontaktov. Medzery medzi razníkom a matricou v nástrojoch na rezanie tvrdokovu sú zvyčajne užšie ako ekvivalenty ocele (2–5 % hrúbky materiálu na stranu), čo vytvára čistejšiu strižnú plochu a jemnejšie otrepy.
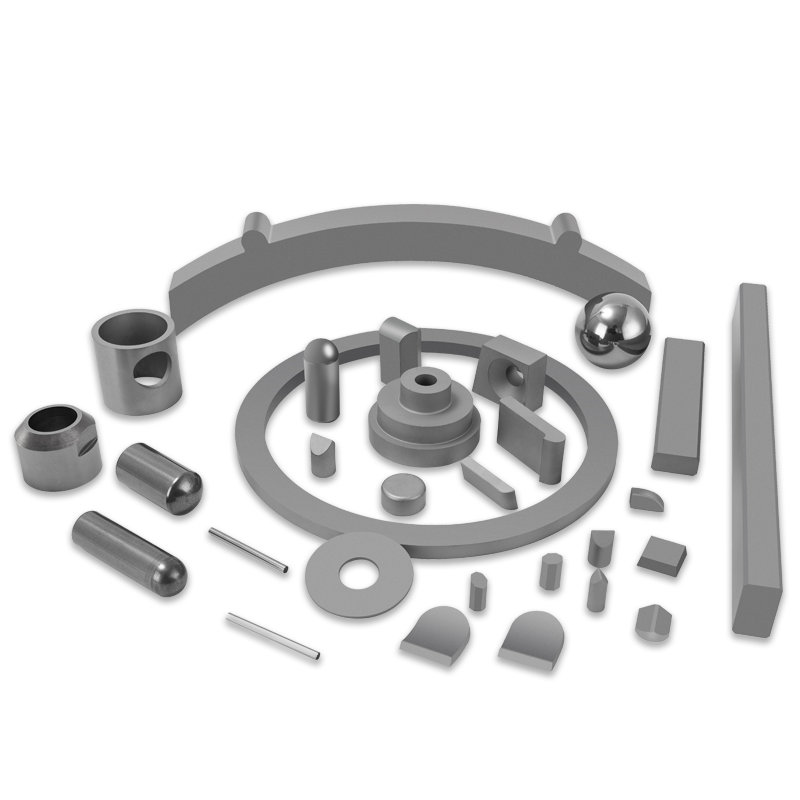
Karbidové progresívne raziace matrice
Progresívne raziace matrice vykonávajú viacero operácií – vysekávanie, dierovanie, ohýbanie, tvarovanie – v jednej súprave razidiel, keď pásový materiál postupuje cez nasledujúce stanice. Karbidové doštičky sa používajú v staniciach progresívnej matrice s najvyšším opotrebením namiesto toho, aby sa celá matrica vyrábala z karbidu, čo by bolo neúmerne drahé a štrukturálne náročné. Tento hybridný prístup umiestňuje tvrdokovové rezné a tvarovacie doštičky do oceľových lisovacích pätiek a držiakov, pričom kombinuje odolnosť tvrdokovu proti opotrebovaniu s húževnatosťou ocele a obrobiteľnosťou konštrukčných komponentov. Progresívne karbidové matrice sú široko používané pri výrobe elektronických terminálov, konektorových kolíkov a automobilových komponentov, ako sú pružinové svorky a konzoly.
Tvrdokovové matrice na ťahanie a tvarovanie
Hlbokoťahovacie matrice tvarujú plochý plech do trojrozmerných tvarov pohára alebo škrupiny tlačením materiálu cez razidlo a cez lisovací krúžok. Polomer lisovnice a povrch vnútorného otvoru zažívajú intenzívny trecí klzný kontakt s obrobkom, vďaka čomu je nevyhnutná odolnosť proti opotrebovaniu. Ťahacie matrice z karbidu volfrámu si zachovávajú svoju povrchovú úpravu a rozmerovú presnosť počas oveľa dlhších výrobných sérií ako ekvivalenty ocele, pričom vytvárajú konzistentnú hrúbku steny ťahaného dielu a kvalitu povrchu. Široko sa používajú pri výrobe plechoviek na batérie, puzdier na kartuše, plechoviek na nápoje a krytov zdravotníckych pomôcok.
Raziace a raziace matrice z karbidu
Raziace a raziace operácie využívajú veľmi vysoké lisovacie sily na dodanie presných povrchových vlastností, textúr alebo rozmerovej presnosti obrobku. Najmä pri razení sa používajú tlaky, ktoré plne plasticky tečú materiál, aby sa dosiahli extrémne tesné tolerancie. Raznice z karbidu volfrámu odolávajú týmto extrémnym tlakovým zaťaženiam bez deformácie, vďaka čomu sú štandardom pri výrobe mincí, medailónov, elektrických kontaktov a presných mechanických dielov, kde sú prvoradé detaily povrchu a rozmerová konzistencia.
Ako sa vyrábajú lisovacie raznice z karbidu volfrámu
Výroba lisovacej formy z karbidu volfrámu je presný proces, ktorý si vyžaduje špecializované vybavenie a odborné znalosti, ktoré výrazne presahujú to, čo môžu ponúknuť konvenčné lisovne. Kľúčovými fázami sú:
- Prášková metalurgia a spekanie: Karbid volfrámu začína ako jemný prášok zmiešaný s kobaltovým spojivom a zhutnený do surového telesa pomocou lisovania alebo extrúzie. Kompakt sa potom speká pri teplotách okolo 1400–1500 °C, aby sa zrná spojili do hustého, tvrdého polotovaru. Spekaný polotovar je nadrozmerný, aby umožnil dokončovacie brúsenie.
- EDM (Elektrické obrábanie): Pretože karbid je príliš tvrdý na obrábanie konvenčnými reznými nástrojmi, zložité vnútorné profily a jemné prvky sa vyrábajú pomocou drôtového EDM alebo hĺbiaceho EDM. Drôtové EDM reže karbidový polotovar pomocou elektricky nabitého drôtu na erodovanie materiálu s extrémnou presnosťou – bežne sa dajú dosiahnuť tolerancie ±0,002 mm. Toto je primárny proces tvarovania profilov z tvrdokovu.
- Brúsenie diamantom: Vonkajšie povrchy, montážne plochy a kritické rozmery vôle sú brúsené pomocou diamantových brúsnych kotúčov. Diamant je jediné brúsivo, ktoré je dostatočne tvrdé na efektívne opracovanie karbidu volfrámu na povrchovú úpravu a rozmerovú presnosť, ktorá je potrebná pre presné lisovacie matrice.
- Lapovanie a leštenie: V prípade razidiel a razníc, kde povrchová úprava priamo ovplyvňuje kvalitu dielu, sú karbidové povrchy lapované a leštené do zrkadlového lesku (Ra 0,02–0,1 µm) pomocou diamantových lapovacích zmesí. To minimalizuje trenie a zabraňuje poškodeniu povrchu obrobku počas lisovania.
- Montáž a zmršťovacia montáž: Vložky z tvrdokovu sa často montujú do oceľových puzdier pomocou uloženia s presahom – vložka z karbidu je zalisovaná alebo nasadená zmršťovaním do oceľového poistného krúžku, ktorý pôsobí na karbid radiálnym tlakovým namáhaním, čím pôsobí proti ťahovým napätiam vznikajúcim počas lisovania, ktoré by inak mohli spôsobiť praskanie.

Kľúčové konštrukčné úvahy pre lisovacie nástroje z tvrdokovu
Správne navrhnutie lisovacej matrice z karbidu volfrámu od samého začiatku je rozhodujúce – krehkosť karbidu znamená, že konštrukčné chyby, ktoré by len skrátili životnosť oceľovej matrice, môžu spôsobiť katastrofálny lom karbidu. Nasledujúce princípy dizajnu sú nevyhnutné:
Vyhnite sa ostrým vnútorným rohom
Ostré rohy v sekciách karbidovej matrice pôsobia ako body koncentrácie napätia. Akýkoľvek vnútorný roh v karbidovej matrici by mal byť zaoblený – dokonca aj malý polomer 0,1–0,3 mm výrazne znižuje faktor koncentrácie napätia a dramaticky zlepšuje odolnosť proti praskaniu pri cyklickom zaťažení lisom. Toto je jedna z najbežnejších príčin predčasného zlyhania karbidovej matrice v matriciach, ktoré boli navrhnuté s ohľadom na tolerancie nástrojovej ocele bez prispôsobenia sa krehkosti karbidu.
Správna vôľa Punch-to-Die
Vôľa medzi karbidovým razníkom a blokom matrice musí byť starostlivo kontrolovaná. Príliš malá vôľa zvyšuje rezné sily a predstavuje bočné zaťaženie, ktoré môže odštiepiť karbidové rezné hrany. Príliš veľká vôľa spôsobuje nadmerné otrepy a zlú kvalitu reznej plochy. V prípade typického plechu z uhlíkovej ocele využívajú karbidové zárezy 2–4 % hrúbky materiálu na stranu; pre nehrdzavejúcu oceľ 3–5 %; pre hliník 4–6 %. Tieto užšie vôle v porovnaní s oceľovými matricami vyžadujú presnejšie zarovnanie lisu a rovnobežnosť.
Adekvátna podpora a udržanie
Karbidové časti matrice musia byť úplne podopreté cez ich spodok a boky, aby sa zabránilo ohybovým napätiam. Oceľové poistné krúžky by mali byť navrhnuté tak, aby aplikovali rovnomerné tlakové predpätie na karbidovú vložku. Akékoľvek kývanie alebo nakláňanie karbidovej doštičky pod tlakom lisu spôsobí ohybové ťahové napätie, ktoré môže prasknúť materiál. Správna rovinnosť topánok, geometria sedla vložky a umiestnenie upevňovacích prvkov sú súčasťou dosiahnutia primeranej podpory.
Údržba a obnova lisovacích nástrojov z karbidu volfrámu
Razníky z karbidu volfrámu vyžadujú menej častú údržbu ako oceľové raznice, ale keď je potrebná údržba, musí sa vykonávať so správnym vybavením a technikami. Nesprávna renovácia môže zničiť drahé karbidové nástroje.
- Ostrenie a opätovné brúsenie: Keď sa tvrdokovové rezné hrany po dlhšej prevádzke otupia alebo sa odštiepia, možno ich prebrúsiť pomocou diamantových brúsnych kotúčov. Množstvo materiálu odstráneného na jeden cyklus ostrenia je zvyčajne 0,05 – 0,15 mm od reznej plochy. Väčšinu karbidových matríc možno nabrúsiť viackrát, kým sa časť matrice stane príliš tenkou na bezpečné použitie – sledovanie kumulatívneho odstraňovania materiálu je nevyhnutné.
- Kontrola mikrotrhlín: Pred a po opätovnom brúsení by mali byť časti karbidovej matrice skontrolované na povrchové a podpovrchové trhliny pomocou testovania penetráciou farbiva alebo kontroly magnetických častíc (pre karbid viazaný kobaltom). Trhliny, ktoré nie sú zistené pred vrátením matrice do prevádzky, sa môžu rýchlo šíriť a spôsobiť katastrofálne praskliny v lise.
- Nikdy nepoužívajte brúsne kotúče, ktoré nie sú určené pre karbid: Použitie brúsnych kotúčov z oxidu hlinitého alebo karbidu kremíka na karbid volfrámu vytvára nadmerné teplo a môže spôsobiť praskliny pri brúsení. Mali by sa používať iba diamantové brúsne kotúče s primeraným prietokom chladiacej kvapaliny, aby sa zabránilo tepelnému poškodeniu.
- Mazanie počas razenia: Použitie vhodného lisovacieho maziva znižuje trenie na čele matrice a predlžuje životnosť medzi ostreniami. Najmä pri ťažných nástrojoch je nevyhnutné dôsledné mazanie, aby sa zabránilo opotrebeniu adhéznym lepidlom a zadretiu na povrchu diery z lešteného karbidu.
- Manipulácia so skladovaním: Tvrdokovové matrice by sa mali skladovať v čalúnených nádobách alebo na policiach vystlaných penou a nikdy ich neukladať priamo na iné kovové nástroje. Dokonca aj malé nárazy môžu vylamovať presné karbidové hrany, čo si vyžaduje opätovné brúsenie pred ďalšou výrobnou sériou.
Odvetvia, ktoré sa najviac spoliehajú na lisovacie formy z karbidu volfrámu
Razidlá z karbidu volfrámu sa nachádzajú prakticky v každom sektore, ktorý produkuje presné kovové diely vo veľkom množstve. Nasledujúce odvetvia predstavujú aplikácie s najvyšším dopytom:
- Výroba automobilov: Od komponentov motora a prevodových dielov až po držiaky karosérie, pružinové svorky a elektrické svorky, operácie lisovania automobilov prebiehajú pri vysokých rýchlostiach s úzkymi toleranciami a nulovou toleranciou pre odchýlky kvality. Karbidové progresívne matrice sú štandardom v závodoch dodávateľov automobilového priemyslu Tier 1 a Tier 2.
- Elektronika a elektrické komponenty: Konektorové kolíky, olovené rámy, komponenty tienenia EMI a kontakty batérie sa vyrábajú v extrémne veľkých objemoch – často miliardy dielov ročne – z tenkej medi, mosadze alebo nehrdzavejúcej ocele. Veľkosti jemných prvkov a objemové požiadavky robia z karbidu jediný životaschopný nástrojový materiál.
- Výroba zdravotníckych pomôcok: Presné chirurgické nástroje, implantovateľné súčiastky a kryty diagnostických zariadení vyžadujú mimoriadne prísne rozmerové tolerancie a povrchy bez kontaminácie. Karbidové lisovacie nástroje spĺňajú tieto požiadavky a zároveň poskytujú dlhú životnosť nástroja potrebnú pre nákladovo efektívnu výrobu.
- Letectvo a obrana: Letecké výlisky zo zliatin hliníka, titánu a vysokopevnostných ocelí vystavujú nástroje extrémnemu abrazívnemu opotrebovaniu. Tvrdokovové matrice sú špecifikované pre kritické letecké komponenty, kde sa musí zachovať rozmerová konzistencia počas dlhých výrobných sérií bez odchýlok.
- Výroba mincí a meny: Vládne mincovne na celom svete používajú razidlá z karbidu volfrámu na výrobu mincí s jemnými povrchovými detailmi, rozmerovou presnosťou a objemami výroby, ktoré spoľahlivo vydržia iba nástroje z karbidu.
Razidlo z karbidu volfrámu vs. razidlo z nástrojovej ocele: Celkové náklady na vlastníctvo
Najčastejšou námietkou proti lisovacím nástrojom z tvrdokovu je ich počiatočná cena – lisovník z tvrdokovu môže stáť 3 až 10-krát viac ako ekvivalentný nástroj z nástrojovej ocele. Hodnotenie nástrojov čisto na základe počiatočných nákladov je však chybný prístup. Správnou metrikou sú náklady na lisovaný diel počas životnosti nástroja, pričom sa zohľadňujú všetky relevantné faktory:
| Nákladový faktor | Nástrojová oceľ Die | Forma z karbidu volfrámu |
| Počiatočné náklady na nástroje | Nízka | Vysoká (3–10× oceľ) |
| Typická životnosť | 50 000 – 500 000 dielov | 1M – 50M dielov |
| Frekvencia opätovného ostrenia | Časté | Zriedkavé |
| Prestoje na výmenu nástrojov | Vysoká | Nízka |
| Konzistencia kvality dielov | Postupom času degraduje | Udržiavané počas dlhých jázd |
| Miera zošrotovania v priebehu času | Zvyšuje sa s opotrebovaním kocky | Zostáva nízka po celú dobu |
| Cena za diel (veľký objem) | Vysokáer | Nízkaer |
Pri výrobe nad približne 500 000 dielov poskytujú lisovacie nástroje z karbidu volfrámu takmer vždy nižšie celkové náklady na vlastníctvo ako alternatívy nástrojovej ocele. Pod týmto prahom objemu závisí počet od lisovaného materiálu, zložitosti geometrie lisovnice a od toho, aká kritická je konzistencia kvality dielu pre aplikáciu.
Ako získať a špecifikovať lisovaciu matricu z karbidu volfrámu
Získavanie lisovacej matrice z karbidu si vyžaduje spoluprácu s dodávateľom nástrojov, ktorý má špecifické odborné znalosti v oblasti karbidu – nie každá lisovňa to robí. Pri hodnotení dodávateľov a špecifikovaní vášho náradia majte na pamäti nasledovné:
- Poskytnite kompletné materiálové a procesné údaje: Poskytnite svojmu dodávateľovi špecifikáciu materiálu obrobku (triedu, tvrdosť, hrúbku a povrchovú úpravu, ak existuje), typ lisu a tonáž, rýchlosť cyklu a požiadavky na toleranciu dielov. Tieto parametre priamo určujú vhodnú triedu karbidu, hodnoty vôle a špecifikáciu povrchovej úpravy.
- Požiadať o certifikáciu materiálu: Renomovaný dodávateľ karbidových lisovníc poskytne certifikácie materiálových testov potvrdzujúcich tvrdosť, tvrdosť a hustotu pre každú sekciu lisovnice. Táto dokumentácia je nevyhnutná na zabezpečenie kvality a riešenie problémov, ak sa počas výroby vyskytnú problémy.
- Uveďte požiadavky na kontrolu: Pred prijatím nástroja definujte kritické rozmery, parametre povrchovej úpravy a kontrolné metódy. V prípade záslepiek s vysokou toleranciou to zvyčajne zahŕňa overenie rozmerov CMM, meranie drsnosti povrchu a kontrolu integrity hrán pri zväčšení.
- Diskutujte o podpore regenerácie: Opýtajte sa svojho dodávateľa, či ponúka služby opätovného brúsenia a renovácie a ako vyzerá ich dodacia lehota a ceny. Mať dodávateľský vzťah, ktorý pokrýva celý životný cyklus matrice – od počiatočnej výroby až po rekonštrukciu – výrazne zjednodušuje správu nástrojov.
- Zvážte náhradné časti matrice: Pre kritické výrobné operácie, kde by zlyhanie matrice spôsobilo značné prestoje, je objednanie náhradnej karbidovej doštičky alebo razníka spolu s primárnym nástrojom často cenovo výhodným poistením – najmä vzhľadom na dodaciu dobu pre presné karbidové komponenty.
Naše produkty //
Súvisiace produkty