EN
Všetko, čo potrebujete vedieť o nástrojoch na vŕtanie do kameňa z karbidu volfrámu
Správy z priemyslu-Nástroje na vŕtanie hornín z karbidu volfrámu sú základom moderných vrtných operácií v baníctve, stavebníctve, lomoch a geotechnických prácach. Či už odstreľujete žulu v povrchovej bani alebo kotvíte základy v tvrdom vápenci, výkon vašej vŕtačky závisí takmer výlučne od kvality a dizajnu tvrdokovových nástrojov na reznej ploche. Táto príručka uvádza všetko praktické, čo potrebujete vedieť – od toho, ako tieto nástroje fungujú, až po to, ako si vybrať ten správny a udržať ho v prevádzke dlhšie.
Čo robí karbid volfrámu tým správnym materiálom na vŕtanie hornín
Karbid volfrámu (WC) je kompozitný materiál vyrobený spekaním častíc karbidu volfrámu s kovovým spojivom — najčastejšie kobaltom. Výsledkom je výnimočne tvrdý materiál s tvrdosťou podľa Vickersa v rozmedzí od 1 400 do 1 800 HV, vďaka čomu je oveľa tvrdší ako oceľ, pričom si stále zachováva dostatočnú húževnatosť, aby absorboval opakované nárazové zaťaženie, ktoré si vyžaduje vŕtanie hornín.
To, čo odlišuje karbid volfrámu od iných tvrdých materiálov, je jeho kombinácia vlastností. Čistá keramika je tvrdšia, ale príliš krehká na príklepové vŕtanie. Nástrojová oceľ je tvrdšia, ale príliš rýchlo sa opotrebováva proti abrazívnemu kameňu. Karbid dosahuje rovnováhu, ktorú si praktické vŕtanie vyžaduje: odoláva abrazívnemu opotrebovaniu, dobre zvláda tlakové zaťaženie a dá sa presne brúsiť do špecifických geometrií vhodných pre rôzne typy hornín a metódy vŕtania.
Obsah kobaltového spojiva je jednou z najdôležitejších premenných vo formulácii karbidov. Vyššie percento kobaltu (12–16 %) zvyšuje húževnatosť a odolnosť proti nárazu, vďaka čomu je vhodný pre rozbité alebo heterogénne horniny. Nižší obsah kobaltu (6–8 %) vytvára tvrdšiu triedu odolnejšiu voči opotrebovaniu, ktorá je vhodná pre homogénne, vysoko abrazívne útvary, ako je kremenec alebo pieskovec. Výber nesprávnej triedy pre vašu formáciu je častou príčinou predčasného zlyhania nástroja.
Hlavné typy nástrojov na vŕtanie do hornín z karbidu volfrámu
Pojem „nástroje na vŕtanie hornín z karbidu volfrámu“ zahŕňa širokú skupinu produktov. Pochopenie špecifického typu nástroja pre vašu aplikáciu je prvým krokom k efektívnemu vŕtaniu.
Bity tlačidiel
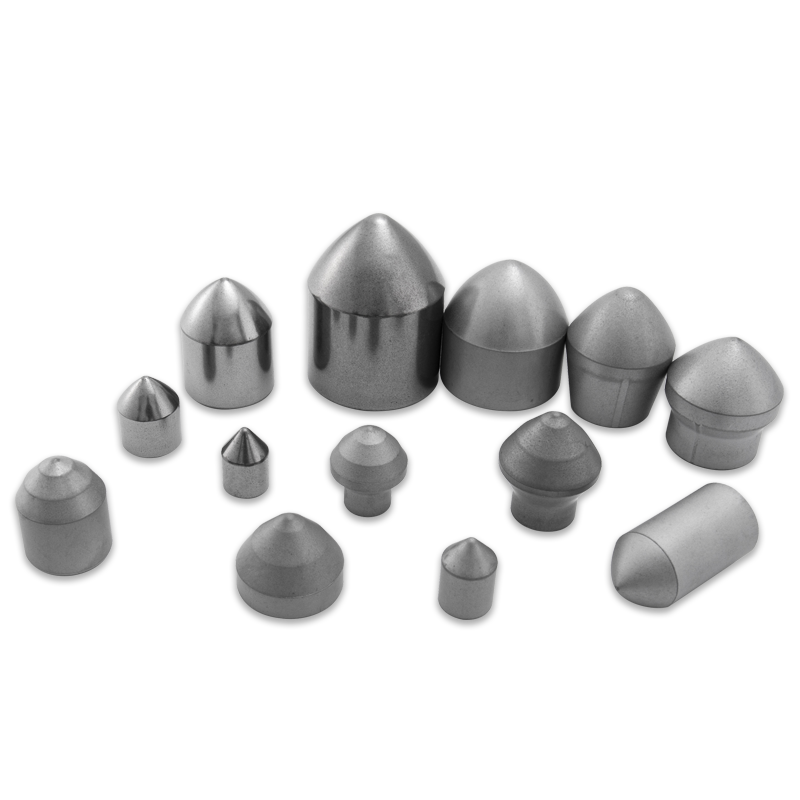
Gombíkové vrtáky sú najpoužívanejším karbidovým vŕtacím nástrojom v povrchovej a podzemnej ťažbe. Karbidové doštičky sférického alebo balistického tvaru sú zalisované do oceľového telesa vo vzore, ktorý je navrhnutý tak, aby pokrýval celú plochu vrtáka. Gombíkové vrtáky sa používajú v rotačno-príklepových vŕtacích systémoch a sú k dispozícii v konfiguráciách s plochým čelom, konvexným (kupolovým) a konkávnym, pričom každý je vhodný pre iné horninové podmienky.
- Sférické gombíky: Najlepšie pre tvrdé, abrazívne horniny; maximálna odolnosť proti opotrebovaniu.
- Balistické (parabolické) tlačidlá: Lepšia miera prieniku do stredne tvrdej skaly; odporúča sa tam, kde je prioritou ROP.
- Ovoidné gombíky: Kompromis medzi balistickým a guľovým, bežným pri formáciách so zmiešanou tvrdosťou.
Cross Bits a X-Bits
Krížové vrtáky majú štyri karbidové krídelká usporiadané v krížovom alebo X vzore spájkované do oceľového tela. Bežne sa používajú pri ľahkom príklepovom vŕtaní, ako je vŕtanie so zdvihákom a vŕtanie s unášačom do mäkšej až stredne tvrdej horniny. Krížové bity sú jednoduchšie na výrobu a prebrúsenie, vďaka čomu sú ekonomické pre aplikácie, kde sú podmienky formovania relatívne konzistentné. Vo vysoko abrazívnych formáciách sa však opotrebovávajú rýchlejšie ako gombíkové bity.
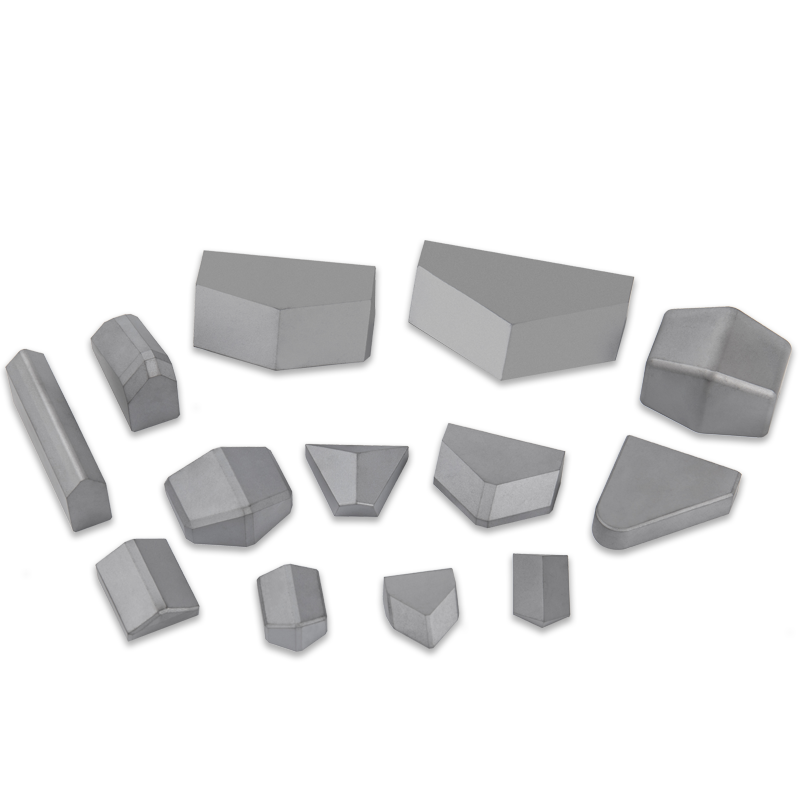
Sekáčové bity
Dlátové vrtáky používajú jednu karbidovú doštičku alebo spájkovaný karbidový pás v konfigurácii lineárneho rezu. Používajú sa predovšetkým na ručné príklepové vŕtačky s menším priemerom, vŕtanie stavebných kotiev a sekundárne lámanie. Vďaka jednoduchej geometrii sú lacné a ľahko sa preostrujú, aj keď sú obmedzené na mäkšie kamene a menšie priemery otvorov.
Trikónové valčekové bity s karbidovými doštičkami
Pri rotačnom vŕtaní pre veľké trhacie diery a ropné a plynové aplikácie používajú trikónické vrtáky vložky z karbidu volfrámu vtlačené do oceľových zubov rotujúcich kužeľov. Keď sa kužele kotúľajú po skalnej stene, vložky rozdrvia a rozdrvia formáciu. Geometria vložiek siaha od tupých pologuľovitých tvarov pre tvrdé skaly až po predĺžené tvary dláta pre mäkké útvary. Sú to drahé nástroje, ale ponúkajú vynikajúce rýchlosti prieniku v rotačných aplikáciách s veľkým priemerom.
DTH (Down-The-Hole) kladivové bity
Vrtáky DTH sú špecializovaným typom gombíkových bitov navrhnutých na použitie s kladivovými systémami, kde sa bicí mechanizmus pohybuje po vrtnej kolóne a naráža bit priamo na skalnú stenu. To minimalizuje straty energie a robí vŕtanie DTH mimoriadne efektívnym pre hlboké diery a tvrdú horninu. Rozloženie tvrdokovového tlačidla a čelná geometria bitov DTH sú navrhnuté špeciálne pre vysokofrekvenčné a vysokoenergetické nárazy pri práci s kladivom.
Ako si vybrať správny nástroj na vŕtanie do karbidových hornín
Výber správneho nástroja na vŕtanie z karbidu volfrámu zahŕňa zosúladenie vlastností nástroja so štyrmi kľúčovými premennými: typ horniny, metóda vŕtania, priemer otvoru a prevádzkové podmienky. Správna zhoda priamo ovplyvňuje rýchlosť prieniku, životnosť nástroja a náklady na meter vŕtania.
| Typ skaly | Odporúčaný typ nástroja | Karbidová trieda |
| Mäkké (vápenec, uhlie, bridlica) | Hrot dláta alebo krížový vrták | Vysoký kobalt (pevný stupeň) |
| Stredné (žula, čadič) | Gombík bit (balistické vložky) | Stredný kobalt (vyvážený stupeň) |
| Tvrdé a abrazívne (kremenec, drobec) | Button bit (guľové vložky) alebo DTH bit | Nízky obsah kobaltu (trieda odolná voči opotrebovaniu) |
| Zlomená / variabilná formácia | Krížový bit alebo robustný gombíkový bit | Vysoký obsah kobaltu (odolný voči nárazom) |
| Otočný hlboký otvor (veľký priemer) | Trikónový valčekový bit s karbidovými doštičkami | Prispôsobené tvarovej tvrdosti |
Okrem typu horniny zvážte aj používaný vŕtací systém. Rotačné príklepové vŕtanie (horné kladivo) funguje najlepšie so štandardnými gombíkovými bitmi v hĺbkach až 30–40 metrov. Systémy DTH zaberajú pre hlbšie otvory, kde by prenos energie cez dlhé struny prútov inak znižoval účinnosť. Čisto rotačné systémy vyžadujú vkladacie vrtáky alebo vlečné vrtáky v závislosti od pevnosti v tlaku.

Kľúčové ukazovatele kvality pri hodnotení karbidových vrtákov
Nie všetky nástroje na vŕtanie hornín z karbidu volfrámu sú si rovní. Pri porovnávaní produktov od rôznych výrobcov alebo pri získavaní nových nástrojov sú najdôležitejšie tieto ukazovatele kvality:
- Veľkosť zrna karbidu: Jemnozrnný karbid (submikrónový) poskytuje vyššiu tvrdosť a odolnosť proti opotrebovaniu. Hrubšie zrnité štruktúry zlepšujú húževnatosť, ale obetujú odolnosť proti oderu.
- Tolerancia zalisovania: Pre gombíkové bity je kritické zapadnutie medzi vložkou a oceľovým telom. Voľné uloženie spôsobuje stratu vložky; príliš tesné uloženie spôsobuje praskanie karbidu počas lisovania.
- Kvalita oceľového tela: Oceľové telo vrtáka musí byť dostatočne pevné, aby odolalo únavovému praskaniu pri opakovanom náraze. Nízkolegované ocele cementované po opracovaní prekonávajú telesá z mäkkej ocele v životnosti.
- Konzistencia geometrie vloženia: Vložky by mali mať jednotnú geometriu a povrchovú úpravu. Nekonzistentnosť vo výške alebo polohe gombíka vytvára nerovnomerné zaťaženie na lícnej strane a urýchľuje opotrebovanie exponovaných vložiek.
- Dizajn splachovacieho otvoru: Adekvátne a dobre umiestnené preplachovacie kanály v čele vrtáka sú nevyhnutné na čistenie rezov a chladenie karbidu. Zablokované alebo poddimenzované preplachovacie otvory znižujú rýchlosť prieniku a zvyšujú tepelnú degradáciu karbidu.
Ako predĺžiť životnosť vašich karbidových vŕtacích nástrojov
Nástroje na vŕtanie hornín z karbidu volfrámu predstavujú významnú časť nákladov na spotrebný materiál na vŕtanie. Disciplinovaná správa nástrojov a prevádzkové postupy môžu výrazne predĺžiť životnosť a znížiť náklady na meter.
Prebrúsenie bitov tlačidiel podľa plánu
Prebrusovanie gombíkových bitov je jednou z nákladovo najefektívnejších postupov pri správe tvrdokovových nástrojov. Ako sa gombíky opotrebúvajú, vytvárajú sa na ich vrchnej časti ploché opotrebené plochy, ktoré znižujú rýchlosť prieniku a zvyšujú spotrebu energie na meter vŕtania. Prebrúsením sa obnoví pôvodný profil gombíka skôr, ako sa opotrebované plochy príliš zväčšia. Pravidlom je prebrúsiť, keď plochý priemer opotrebovania dosiahne 30–40 % priemeru gombíka. Príliš dlhé čakanie znamená, že na jeden cyklus prebrúsenia sa musí odstrániť viac karbidu, čím sa skráti celkový počet cyklov prebrúsenia pred vyradením vrtáka.
Prispôsobenie sily posuvu a energie nárazu formácii
Vyvíjanie nadmernej posuvnej sily alebo nárazového tlaku v mäkkej hornine je bežnou príčinou praskania karbidu a straty doštičky. Karbid je navrhnutý tak, aby rozdrvil horninu nárazom – ak je prienik príliš rýchly na to, aby sa odrezky mohli prepláchnuť, vrták sa môže zovrieť a sústrediť napätie na jednotlivé doštičky. Prispôsobte posuv, rýchlosť otáčania a energiu nárazu pevnosti v tlaku formácie. Väčšina výrobcov vrtných súprav poskytuje odporúčané prevádzkové parametre pre konkrétne triedy hornín.
Udržiavanie adekvátneho preplachovania
Nedostatočné preplachovanie je zodpovedné za významný podiel predčasných porúch karbidových nástrojov. Rezy, ktoré nie sú evakuované, sa vkladajú do dna otvoru a spôsobujú prebrúsenie úlomkov horniny o čelo vrtáka, čím sa urýchľuje opotrebovanie. Pri preplachovaní vzduchom dodržujte minimálnu rýchlosť vzduchu vo vrte 15–20 m/s. Na preplachovanie vodou alebo penou zabezpečte dostatočný prietok pre priemer vŕtaného otvoru. Pravidelne kontrolujte a čistite preplachovacie otvory na bitoch – dokonca aj čiastočné zablokovanie podstatne znižuje účinnosť preplachovania.
Správne skladovanie a manipulácia
Karbid volfrámu je tvrdý, ale nie je odolný voči poškodeniu vplyvom nárazu. Pád vrtákov na tvrdé povrchy alebo ich voľne uložené v nádobách, kde o seba narážajú, spôsobuje vylamovanie karbidových doštičiek ešte predtým, ako sa dostanú do prevádzky. Bity skladujte vertikálne vo vyhradených stojanoch alebo v chránených nádobách s prepážkami. Prepravujte do a z čela vŕtačky radšej v taškách na náradie ako voľne v skrinke na náradie.
Bežné režimy zlyhania a čo vám povedia
Skúmanie opotrebovaných alebo zlyhaných nástrojov na vŕtanie hornín z karbidu volfrámu vám veľa povie o tom, či je potrebné zmeniť výber nástroja, nastavenie vrtáka alebo prevádzkové postupy. Tu sú najčastejšie vzorce porúch a ich príčiny:
- Rovnomerné opotrebovanie všetkých tlačidiel: Bežné abrazívne opotrebenie — nástroj bol použitý primerane. Pokračujte prebrúsením.
- Prasknuté alebo zlomené tlačidlá: Zvyčajne označuje nadmernú energiu nárazu na formovanie, nesprávny druh karbidu (príliš krehký) alebo vŕtanie do prázdnej alebo chybnej zóny. Zvážte prechod na tvrdšiu triedu karbidu.
- Strata tlačidla (prázdne zásuvky): Spôsobené neadekvátnym zalisovaním, únavovým praskaním oceľovej objímky alebo stavmi, ktoré vyťahujú vložky pod bočnou silou. Skontrolujte oceľové telo, či nie je prasknuté.
- Nerovnomerné opotrebovanie (rýchlejšie opotrebovanie gombíkov): Bežné, keď je otvor príliš veľký, čo umožňuje, aby sa vrták posúval a neúmerne zaťažoval tlačidlá meradla. Skontrolujte zarovnanie a stav stabilizátora.
- Tepelná kontrola alebo praskanie povrchu tlačidiel: Označuje tepelnú únavu z nedostatočného splachovania. Karbid sa prehrieva, praská v dôsledku rýchleho striedania teplôt. Zlepšite prietok preplachovania a skontrolujte zablokovanie portov.
- Erózia alebo vymývanie oceľového tela: Preplachovacie médium je rezané priamo do ocele okolo karbidových doštičiek. Spôsobené recirkulujúcimi abrazívnymi časticami. Skontrolujte polohu preplachovacieho portu a evakuáciu odrezkov.
Priemyselné aplikácie, kde sú nástroje na vŕtanie karbidových hornín kritické
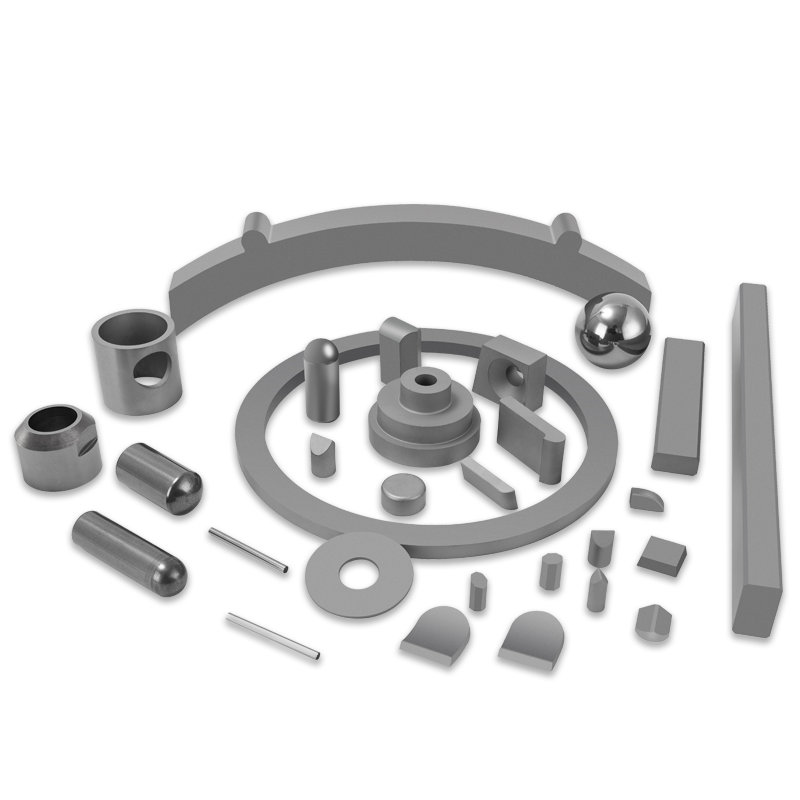
Hroty a doštičky vrtákov z karbidu volfrámu sa používajú v širokej škále priemyselných odvetví, pričom každé z nich má špecifické požiadavky, ktoré ovplyvňujú dizajn nástroja a výber materiálu.
- Povrchová ťažba a dobývanie: Gombíkové vrtáky s veľkým priemerom a vrtáky DTH sa používajú na vŕtanie trhacích dier v otvorených prevádzkach. Priemery vrtákov sa zvyčajne pohybujú od 89 mm do 311 mm a životnosť nástroja sa meria v metroch na bit, čo priamo súvisí s nákladmi na tryskanie na tonu.
- Podzemná ťažba tvrdých hornín: Gombíkové vrtáky a krížové vrtáky s menším priemerom sa používajú pri unášaní, zastavovaní a produkčnom vŕtaní. Podzemné podmienky zvyšujú zložitosť – obmedzený prístup, obmedzené vetranie a potreba rýchlej výmeny bitov zvyšujú hodnotu nástrojov z tvrdokovu s dlhšou životnosťou.
- Civilná výstavba a razenie tunelov: Karbidové vrtáky sa používajú na inštaláciu skalných svorníkov, preddelené vŕtanie a prieskumné vŕtanie pred čelami tunela. Spoľahlivosť nástroja je obzvlášť dôležitá v týchto aplikáciách, kde neočakávané prestoje zariadenia ovplyvňujú harmonogramy projektov a bezpečnosť pracovníkov.
- Vodné studne a geotermálne vrty: Kladivové vrtáky DTH s karbidovými doštičkami sa široko používajú na vŕtanie studní cez tvrdé skalné útvary. Tieto aplikácie vyžadujú vysoký výstup merača na bit a spoľahlivý výkon v rôznych formáciách bez častých výmen bitov.
- Prieskum ropy a zemného plynu: Trikónové vrtáky s vložkami z karbidu volfrámu vŕtajú cez tvrdé a abrazívne útvary v ropných a plynových vrtoch. V týchto aplikáciách je cena bitov menším faktorom v porovnaní s nákladmi na čas súpravy za deň, takže kvalita karbidových doštičiek a životnosť bitov sú prvoradé.
Na čo sa zamerať pri získavaní nástrojov na vŕtanie do kameňa z karbidu volfrámu
Globálny trh s karbidovými vŕtacími nástrojmi siaha od prémiových európskych a severoamerických výrobcov až po širokú škálu ázijských dodávateľov. Cenové rozdiely sú značné, ale náklady na vyvŕtaný meter – nie nákupná cena – sú správnou metrikou na vyhodnotenie hodnoty nástroja.
Pri hodnotení dodávateľov si vyžiadajte špecifikácie certifikovanej kvality karbidu vrátane veľkosti zrna, obsahu kobaltu, tvrdosti (HRA alebo HV) a pevnosti v priečnom pretrhnutí (TRS). Renomovaní výrobcovia poskytujú tieto hodnoty a môžu odporučiť konkrétne triedy pre vašu formáciu. Vyžiadajte si údaje z terénnych testov alebo referencie z operácií v podobných geologických podmienkach. Vrták, ktorý stojí o 20 % viac, ale vŕta o 50 % viac metrov na vrták, prináša jasnú hodnotu – ale potrebujete údaje na overenie tohto nároku predtým, ako sa zaviažete dodávateľovi.
Zvážte aj popredajnú podporu: dostupnosť služieb alebo zariadení na prebrusovanie, dodacie lehoty na výmenu nástrojov a technickú podporu pri riešení problémov so zlyhaním. Prevádzky vo vzdialených lokalitách ťažia najmä z dodávateľov s regionálnymi skladmi a rýchlou logistikou, pretože prestoje vŕtačky čakanie na nástroje môžu stáť oveľa viac ako akékoľvek úspory na cene bitov.
Naše produkty //
Súvisiace produkty